A scary possibility is that the gripper is unthreading itself from the end of the drawbar (assuming it is threaded on).
If that were the case, then it *might* be possible to screw the gripper back onto the drawbar using a conically shaped tool thru the spindle nose and into the gripper. A 'pinecone' shaped carbide burr with a long (6") shaft (as used in porting work on automotive engines) would do nicely. The gripper should be hardened (either finger or ball type) and if you turned the tool shaft with your fingers, no damage will occur and you might be able to feel whether the gripper was turning or not. Likely you would need to try with the drawbar set On and OFF and ideally somewhere in between if that is doable on your setup. Objective here is to assure that the gripper is not being used as a stop (or in some other way being forced against a surface internally) which would prevent it from turning.
In case you do find the gripper loose and are able to get it screwed back on, a 'Q'-tip saturated in GREEN locktite and touched to the end of the drawbar should get some of the stuff wicked up into the threads. I would place this stuff somewhere between blue and red in holding power.
In any case, good luck with the spindle. My bet would be that (if the spindle is a 'cartidge' arrangement) you can get to the drawbar and spring stack without disturbing the spindle bearings.
And you really don't want to disturb those guys. Here's why;
I have a precision option for the InTurn™ 4th axis now and my next mill spindle will have precision bearigns as well, so I have been spent a lot of time studying spindle designs, perusing white papers on vibration analysis and reading the precision bearing specs and handling proceedures as published by SKF, NTN, TIMKEN, and so on. Typically they say 'In the event you have to remove a bearing, it is best to replace it'.

$300 - $400 bearing . . . times 2 . . . JUST replace it? Yikes!

Oh yes . . and . . . the replacement bearings are slightly smaller than the OEM, so the spindle will need to be 'reground to achieve the correct fit.' Gee, suddenly the bearing cost seems almost trivial. . .

How's this for a tollerance (EOM bearing supplier for Excello) Quote: '
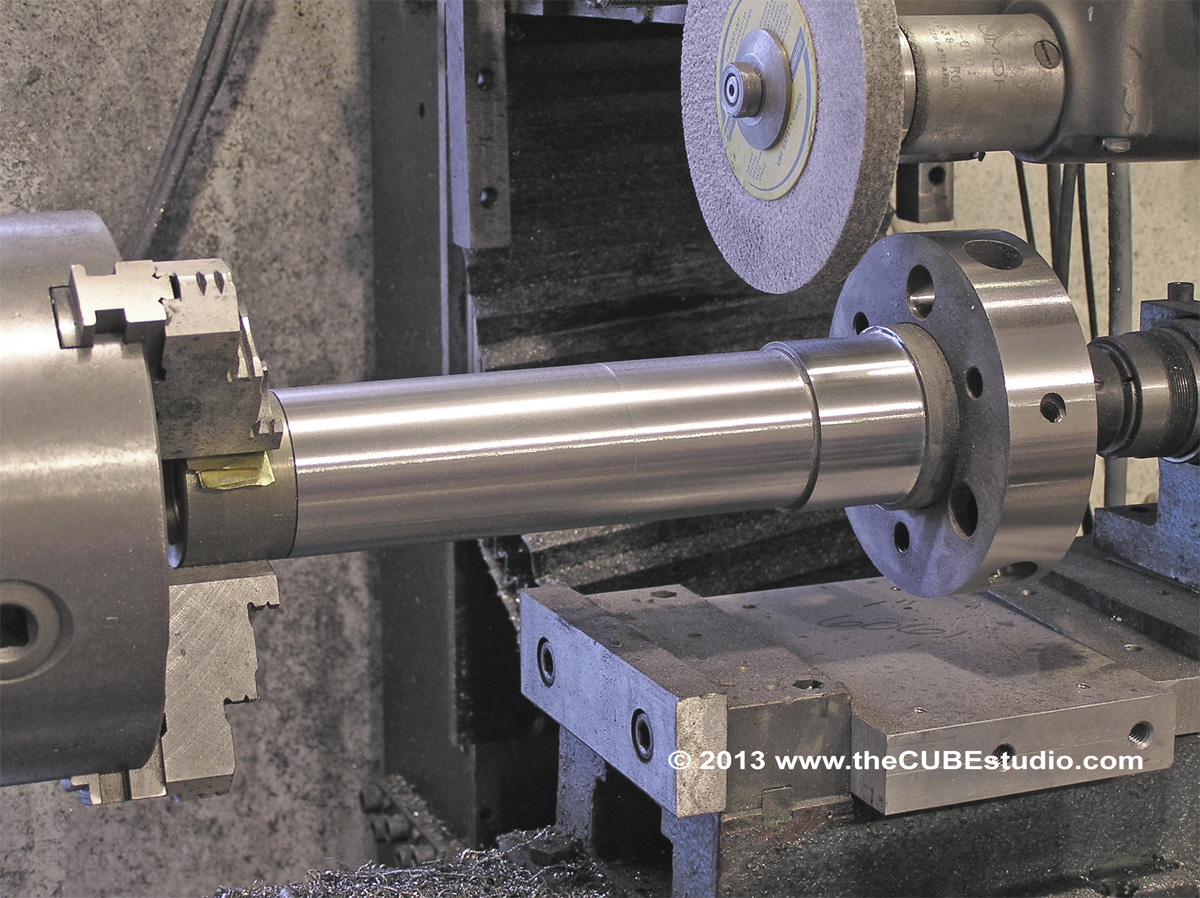
.0001" tight to .0001" loose ' . . . . bizzarre. Staying within two tenths is doable for me . . barely . . but it takes a lot of time because I have to 'sneak up on it' as my machinist buddies used to say. Here is my special one-off hardened A series tool steel spindle. It is currently cut for a standard press fit to a ABEC3 deep grove ball, so there is meat on there to re-cut it for precision bearings. I just need to grab a couple while I'm out getting bread and milk . . . . .
 Topic: BT30 spindle from scratch - with power drawbar and ATC of course (Read 1247885 times)
Topic: BT30 spindle from scratch - with power drawbar and ATC of course (Read 1247885 times)