the General Problem stay's, and it is, that the laser Controller is not switching ON by using the enable 1 Input, so you can push on the supplier from laser, because this function
Hello Guys,
Here I'm being pushed lol. I'm jumping in as I would like to help Allan. The controller can be programmed to either use enable inputs or not. It is metter of setting the program on PLH3D-CNC Adapter.
https://optlasersgrav.com/user-manuals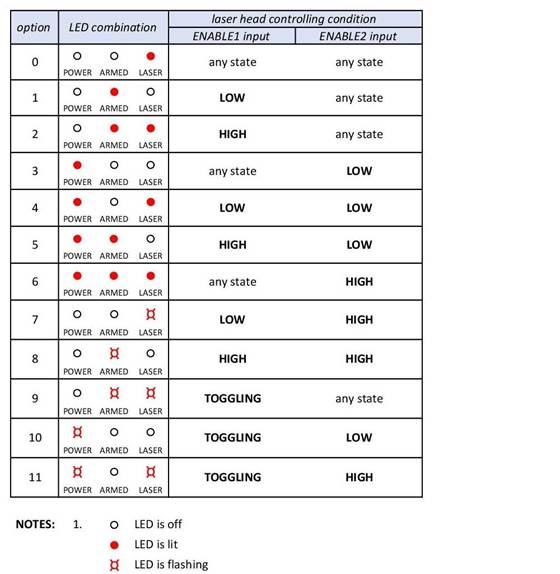
I asked allan to change program to 0, just not to use enables for a while. I see 2 problems and several potential issues:
1 problem - laser is burning big hole at the beggining
2 problem - laser is not switched off during idle movement
Potentional problems:
1. Enable input in IS needed and lack of it is causing the laser to switch on during idle movement, but I think it is not the cause.
2. Drivers used in PLH3D Series are really fast, using S1 or Q1 is actually switching it for 1% of power and it may be enough to burn wood on idle movement.
3. Also from some kind of reason I see in Allans G-code only M10P1 and M11P1 but where is M11P255 for example
This is the beggining of the G-Code
G00G21G17G90G40G49G80
G71G91.1
T1M06
S12000M03
G94 M10P1 F1200.0
X0.000Y0.000
G00X-14.573Y-5.721M10P1
G1X-14.573Y-5.721M11P1
G1X-14.526Y-5.886M11P1
G1X-14.510Y-6.066
G1X-14.526Y-6.250
G1X-14.573Y-6.416
Isn't M3 command responsible for spindle signal? It may be the cause that the laser is switched on for a while before M10P1 command.
Allan could you try removing this line with M3 command?
In previous cases I saw people connecting PWM signal responsible for spindle rotation to the PWM input of the laser head or the adapter. Using M3 and M5 commands woudn't be better here?
