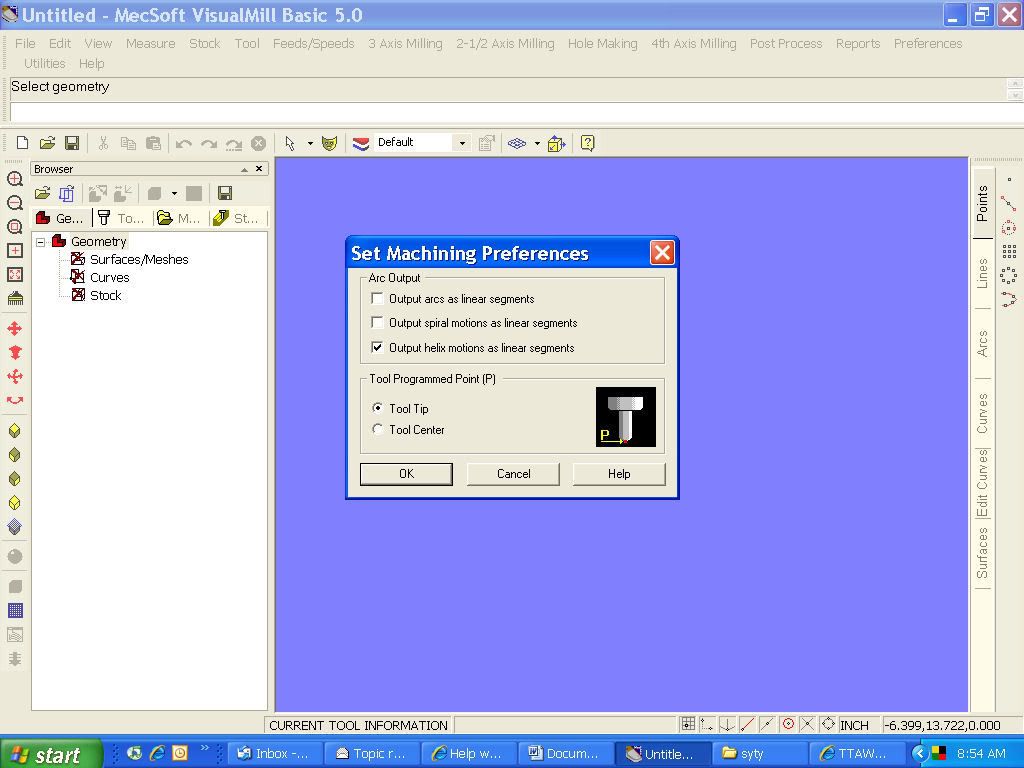
After getting the error I go back the machining preferences and make changes until Mach will take the code.
Here are the changes.
Here is the code that I ended up useing for the job.
I cut this code very short so I could post it.
G00 G43 G40.1 G17 G80 G50 G90
G20
(Hole Pocketing)
M6 T1
G43 H1
M03 S1750
G00 Z0.1875
X0.0333 Y1.2287
G01 Z0.0250 F5.0
X0.0357 Y1.2318 Z0.0238
X0.0382 Y1.2360 Z0.0222
X0.0404 Y1.2405 Z0.0206
X0.0421 Y1.2451 Z0.0190
X0.0433 Y1.2499 Z0.0174
X0.0440 Y1.2548 Z0.0158
X0.0443 Y1.2598 Z0.0142
X0.0440 Y1.2648 Z0.0127
X0.0433 Y1.2697 Z0.0111
X0.0421 Y1.2745 Z0.0095
X0.0404 Y1.2791 Z0.0079
X0.0382 Y1.2836 Z0.0063
X0.0357 Y1.2878 Z0.0047
X0.0327 Y1.2918 Z0.0031
X0.0293 Y1.2954 Z0.0016
X0.0256 Y1.2987 Z0.0000
X0.0215 Y1.3016 Z-0.0016
X0.0172 Y1.3041 Z-0.0032
X0.0127 Y1.3061 Z-0.0048
X0.0080 Y1.3077 Z-0.0064
X0.0032 Y1.3088 Z-0.0080
X-0.0017 Y1.3094 Z-0.0096
X-0.0067 Y1.3095 Z-0.0111
X-0.0116 Y1.3092 Z-0.0127
X-0.0165 Y1.3083 Z-0.0143
X-0.0213 Y1.3070 Z-0.0159
X-0.0259 Y1.3051 Z-0.0175
X-0.0303 Y1.3029 Z-0.0191
X-0.0345 Y1.3002 Z-0.0207
X-0.0384 Y1.2971 Z-0.0222
X-0.0419 Y1.2936 Z-0.0238
X-0.0451 Y1.2898 Z-0.0254
X-0.0479 Y1.2857 Z-0.0270
X-0.0503 Y1.2814 Z-0.0286
X-0.0522 Y1.2768 Z-0.0302
X-0.0537 Y1.2721 Z-0.0318
X-0.0546 Y1.2672 Z-0.0334
X-0.0551 Y1.2623 Z-0.0349
Y1.2573 Z-0.0365
X-0.0546 Y1.2524 Z-0.0381
X-0.0537 Y1.2475 Z-0.0397
X-0.0522 Y1.2428 Z-0.0413
X-0.0503 Y1.2382 Z-0.0429
X-0.0479 Y1.2339 Z-0.0445
X-0.0451 Y1.2298 Z-0.0460
X-0.0419 Y1.2260 Z-0.0476
X-0.0384 Y1.2225 Z-0.0492
X-0.0345 Y1.2194 Z-0.0508
X-0.0303 Y1.2167 Z-0.0524
X-0.0259 Y1.2145 Z-0.0540
X-0.0213 Y1.2126 Z-0.0556
X-0.0165 Y1.2113 Z-0.0572
X-0.0116 Y1.2104 Z-0.0587
X-0.0067 Y1.2101 Z-0.0603
X-0.0017 Y1.2102 Z-0.0619
X0.0032 Y1.2108 Z-0.0635
X0.0080 Y1.2119 Z-0.0651
X0.0127 Y1.2135 Z-0.0667
X0.0172 Y1.2155 Z-0.0683
X0.0215 Y1.2180 Z-0.0698
X0.0256 Y1.2209 Z-0.0714
X0.0293 Y1.2242 Z-0.0730
X0.0327 Y1.2278 Z-0.0746
X0.0357 Y1.2318 Z-0.0762
X0.0382 Y1.2360 Z-0.0778
X0.0404 Y1.2405 Z-0.0794
X0.0421 Y1.2451 Z-0.0810
X0.0433 Y1.2499 Z-0.0825
X0.0440 Y1.2548 Z-0.0841
X0.0443 Y1.2598 Z-0.0857
G17
G03X0.0432Y1.2701I-0.0498J0.0000Q0.0937
X-0.0541Y1.2495I-0.0487J-0.0103
X0.0432Y1.2701I0.0486J0.0103
G01 X0.0256 Y1.2986
Y1.2987 Z-0.0858
