Thanks for the info guys.
The drive system is tight as far as backlash but I have a tiny bit of shake in the gantry. The gantry is pretty ridged and it only shakes in the curves so this may be related to the chopping.
Here is a shot of a piece I just finished. I sprayed a black lacquer guide coat and gave it a quick sanding to show the chops.
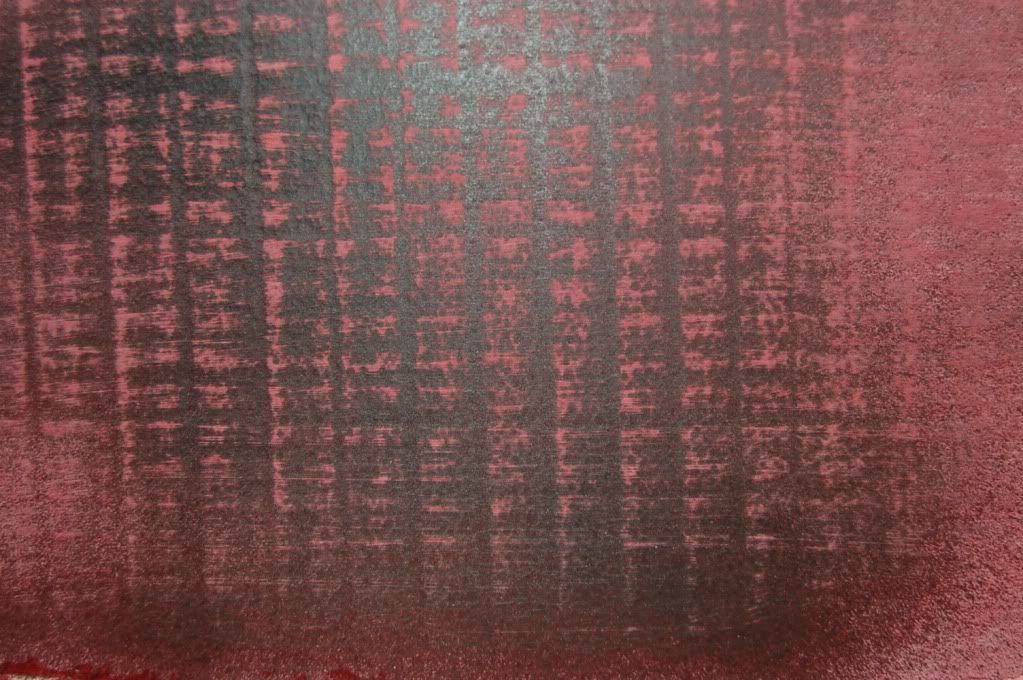
This is a 24” diam ring. It has a 2 degree draft. I'm cutting it with a horizontal strategy with a .010” step down. I plotted out a couple of the line segments that the G code generated. The line segments are about .090 in length with a .0004” deviation from the arc.
In the picture you'll see the vertical lines that form the chop. The distance between those lines is about .380". The smaller stuff between them is just chatter from the 8” bit and the lack of smoothness in the gantry. That I can live with as a quick sanding gets rid of it. The chop is at it's worst where the X and Y are working together and then smooths out when it gets to parallel.
The first piece I cut was with a feed rate of 80ipm. The second one (pictured) was cut at 50 ipm.
There really was no difference in the chop.
I'm roughing out the inner pattern tonight and I'll have it ready for the finish pass tomorrow night. I read a post by Hood that suggested reducing the max speed in the motor tuning section should help the problem so I'm going to give that a try.
Simpson I've read that test a few times before and we're in complete agreement on the Geckos and Rutex drives. I have had the exact same experiences. The geckos would fault if I farted too loudly.
The Rutex 2020 drives are really over rated in the amp department. I've popped a couple and Tom has been really good about replacements but I just have lost my trust in the Rutex product.
Thanks for the explanation on the amps and torque. I'm going to be purchasing a new power supply to run the larger servos and I'm going to be buying bigger drives but I was hoping to do it in stages. I plan on only changing out the X and Y axis.
The servos I'm looking at are 1125 oz 90V 7.8A continuous and 40A peak. Can you make a recommendation for a power supply?
Thanks
Derek
