First of all Thanks for trying to help me on this.
I didn't reply specifically to the other posts as I think I cover them in this post and will cover them by the end of the tests.
I'm trying to keep forward momentum on this pattern while I'm trying to fix the chopping.
Here is a screen shot of what I'm carving
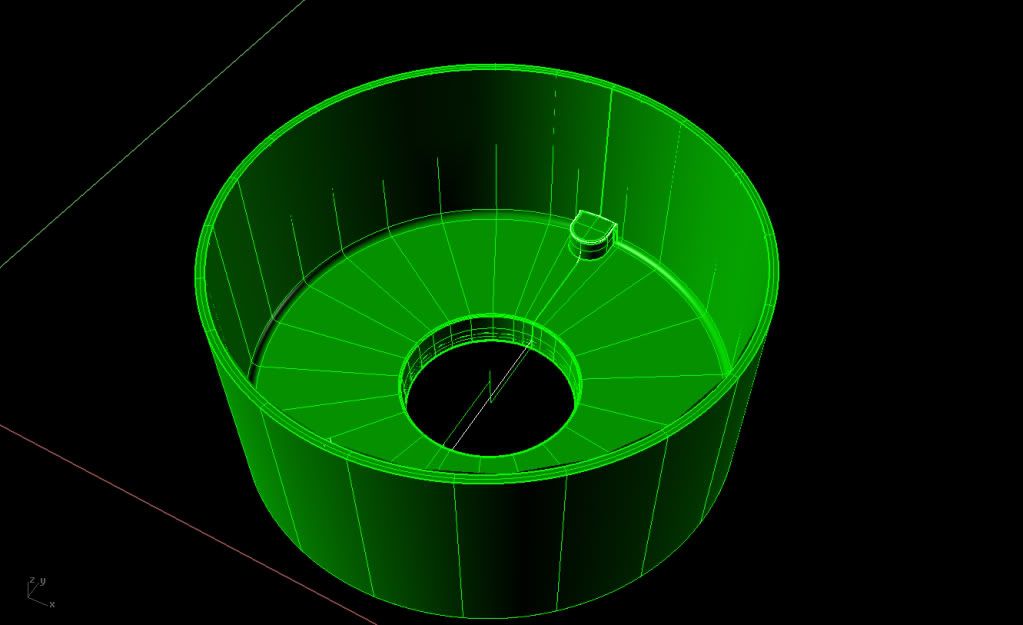
It's 24” in diameter and 10” deep. I'm carving the interior.
I was waiting for some material to dry so I did a few tests. I set the acceleration to 30 on the X and Y and ran my roughing file with no cutter. It's a horizontal strategy with a .125” step. I set up a dial indicator on the Y axis and relied on the optical sensor on the X. After running the file the Y axis was off by .015”. I reset the axis and ran the file again but stopped it before it got to the boss at the bottom. It was right on the money. I continued to finish the run and it was off by .010. When the bit approaches the boss and makes the sudden change in direction it is quite violent. I believe this is what is causing to loose position. I don't think it's mechanical as the toothed pulleys are keyed to the shafts. I then set the acceleration back to 12 and ran the file again. It came right back to "0" on the dial indicator.
I plan on doing a few tests on the finish cut on this pattern.
Test 1. cut 1.5" with the same strategy as I used on the other pieces. this will be choppy.
Test 2. Increase the acceleration to 30 and cut another 1.5"
Test 3 convert lines to arcs and cut anther 1.5"
Test 4 reduce acceleration and cut another 1.5" with arcs.
At this point I'll probably finish off the pattern as I'm starting to fall behind. Hopefully it will be a good visual as to what's going on.
I'll be doing this tomorrow.
Thanks again
Derek
