Ok so I bought a 3040Z-DQ from ebay (I know) Im listing my problems and questions, the seller is just sending documents he does not even understand.
I have hooked this system up two three different computers (Dell GX620, Custom, Industrial PC), all of them have onboard parallel ports, I have tested them on both EEP and ECP settings in the bios.
The problem im having is like others, Cant get the 3 stepper motors to move with the keyboard (manual), well they will not move at all no matter how I try.
I have used the paper included in the box for settings, a pdf manual in the box (yes it has different settings), and another document the seller sent to test. I will list all the settings.
I did notice when I power the PC on and the Router controller the steppers lock (normal I think), as soon as I start Mach3 they all unlock. This is with all the settings and PC’s used.
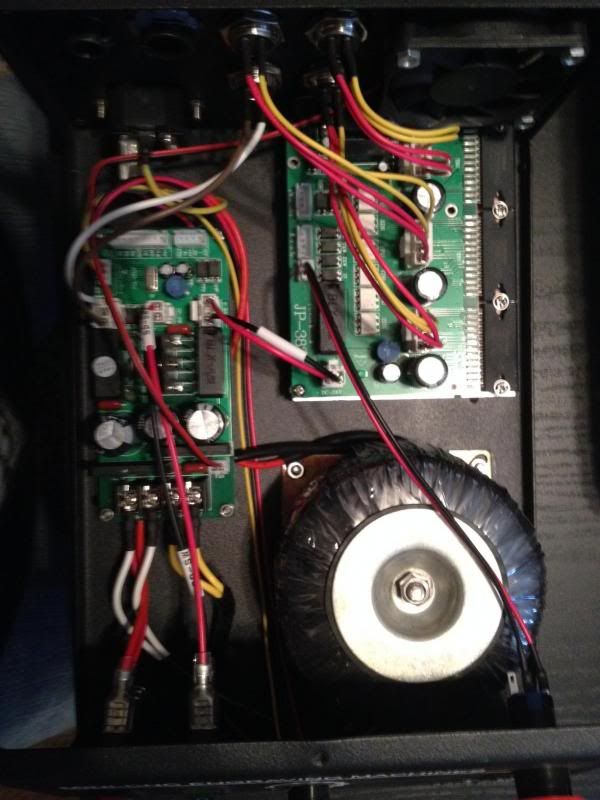
I know there are lots of different controllers that are shipped with this setup, the one I have is the black box with T-D 3 axis controller
I’d like to get this thing working but I’m also asking for upgrade options, to change over to a gecko G540 setup. But first lets see if we can fix the controls I have now. I ran the port test in the Mach3 directory on all three computers and it passed (25000)
Setup from paper in box (labeled 3040T), I bought a 3040Z but the controller has TD on it. The Estop works with this setup.
Port 1 (0x378) Matches what I have in system settings
Kernal Speed 35000
Pin Setup
X Axis Step Pin 2, Dir Pin 3 (Step Low) Step Port 1, Dir Port 1
Y Axis Step Pin 4, Dir Pin 5 (Step Low) Step Port 1, Dir Port 1
Z Axis Step Pin 6, Dir Pin 7 (Step Low) Step Port 1, Dir Port 1
Estop Port 1, Pin 10, (Active Low)
Motor Tuning
X Axis Steps Per 400, Velocity 2000, Acc 200, Step Pulse 3, Dir Pulse 1
Y Axis Steps Per 400, Velocity 2000, Acc 200, Step Pulse 3, Dir Pulse 1
Z Axis Steps Per 400, Velocity 700, Acc 100, Step Pulse 3, Dir Pulse 1
Setup from File on disk (labeled Desktop CNC Has pictures of the blue box controller), The Estop works with this setup.
Port 1 (0x378) Matches what I have in system settings
Kernal Speed 25000
Pin Setup
X Axis Step Pin 2, Dir Pin 3 (Step Low) Step Port 1, Dir Port 1
Y Axis Step Pin 4, Dir Pin 5 (Step Low) Step Port 1, Dir Port 1
Z Axis Step Pin 6, Dir Pin 7 (Step Low) Step Port 1, Dir Port 1
Estop Port 1, Pin 10, Active Low
Motor Tuning
X Axis Steps Per 400, Velocity 2000, Acc 200, Step Pulse 10, Dir Pulse 3
Y Axis Steps Per 400, Velocity 2000, Acc 200, Step Pulse 10, Dir Pulse 3
Z Axis Steps Per 400, Velocity 800, Acc 100, Step Pulse 10, Dir Pulse 3
Setup from Seller (labeled 3040Z-DQ)Estop does not work, unit does have a probe with it.
Port 1 (0x378) Matches what I have in system settings
Kernal Speed 35000
Pin Setup
X Axis Step Pin 2, Dir Pin 3 (Step Low) Step Port 1, Dir Port 1
Y Axis Step Pin 4, Dir Pin 5 (Step Low) Step Port 1, Dir Port 1
Z Axis Step Pin 6, Dir Pin 7 (Step Low) Step Port 1, Dir Port 1
Spindle Step Pin 17, Dir Pin 1, Step Port 1, Dir Port 1
Probe Port 1, Pin 15 (Active Low)
Estop Port 1, Pin 13, (Active Low)
Spindle setup
Use Spindle Motor Output, PWM Control, Base Freq. 200, Minimum PWM 10%
Motor Tuning
X Axis Steps Per 400, Velocity 2500, Acc 200, Step Pulse 3, Dir Pulse 1
Y Axis Steps Per 400, Velocity 2500, Acc 200, Step Pulse 3, Dir Pulse 1
Z Axis Steps Per 400, Velocity 700, Acc 150, Step Pulse 3, Dir Pulse 1
That’s all the setup I have tried, I have tried all of them with the Kernal Speed at 25000 and 35000. No matter what I do the three axis will not move and the are free when Mach3 starts. Below is pictures of the controller I got with it, I cant find anybody with setups that have the same internals.