I have been planning this for a long time. I just have not had the time or money to start on the project. I have changed my mind on the design many times. I think I finally have it down the way I want. for the most part it is going to look like any other C-frame style brakes with a few improvements.
Specs:
48" wide
58 tons
6" inches of ram travel
2 axis servo backgage
Mach 3 control with a Dynomotion motion controller for the control of the +-10V analog Parker Proportional valve.
5hp, 2.5GPM pump.
I will be building the entire thing including the cylinders. ( That's what I do for a living.)
I am going to start of with building the 2 cylinders first. The cylinder are 5" bore, 3" rod, and 6" stroke.
Pile of Parts

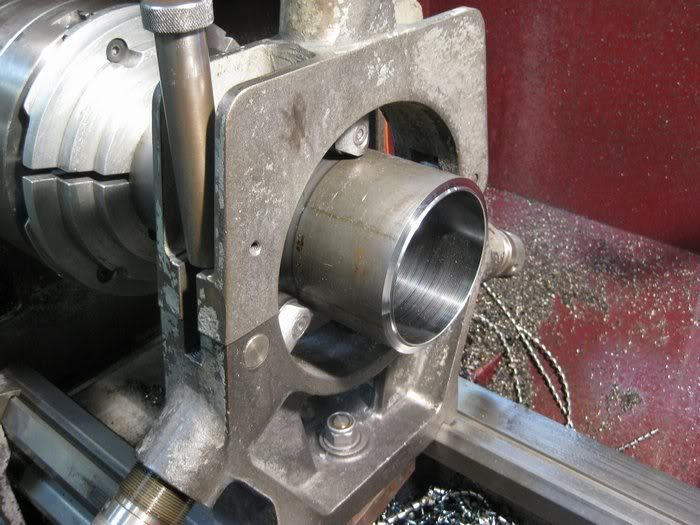
Rough machining of the base heads. I will finish machine them after I weld them to the barrel.

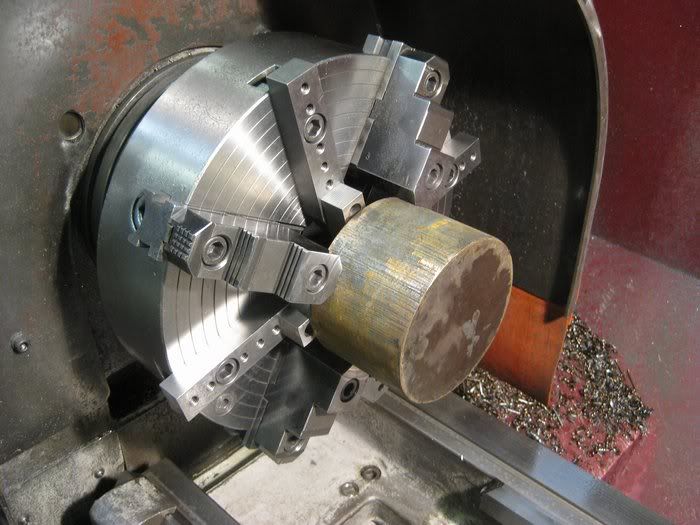
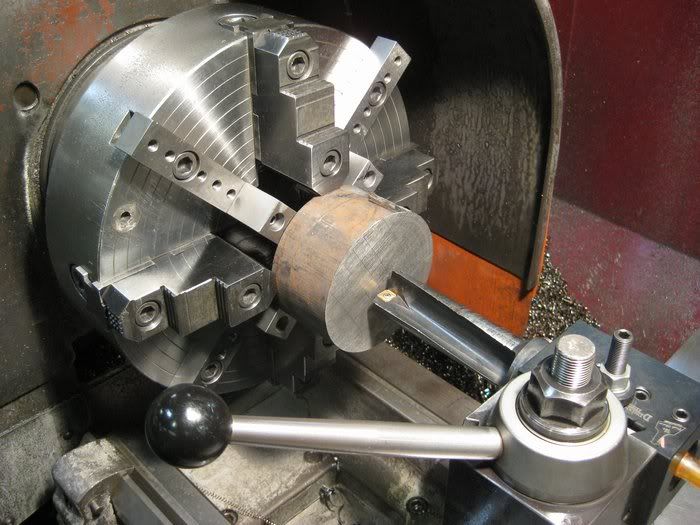
Pistons are next.
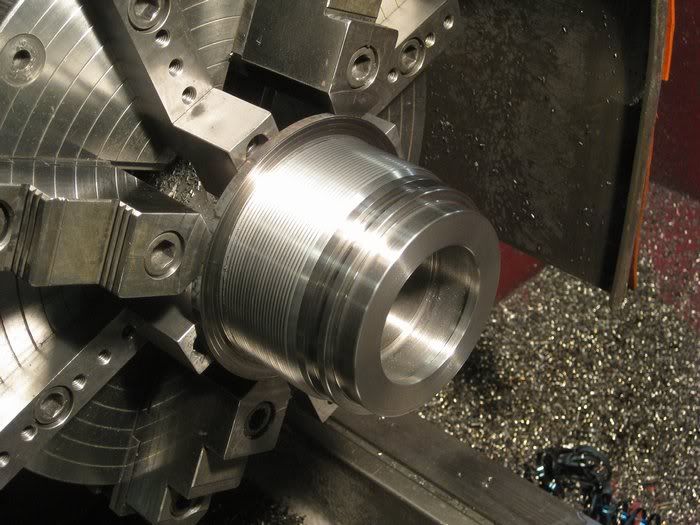
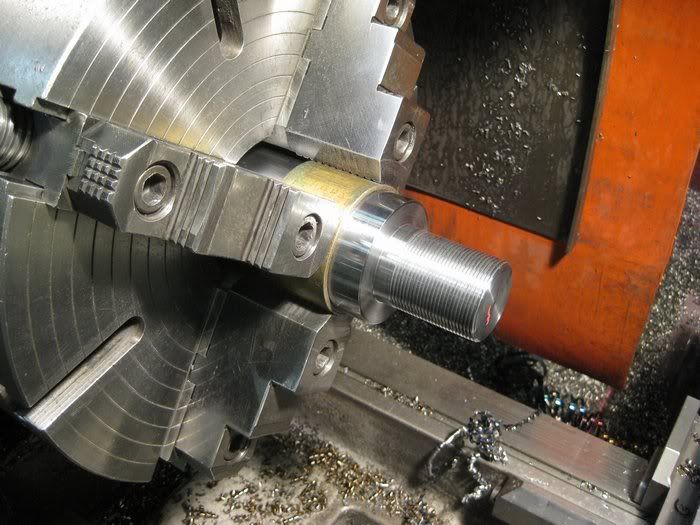
Checking the threads with a Go gauge.


Rod heads next.

Piston rods next


Weld prep on the barrel.