1
VB and the development of wizards / Re: M-code to turn laser on/off - Can my macro execute any faster?
« on: November 27, 2016, 11:56:55 AM »
Thanks a ton for the info!! Very good to know.
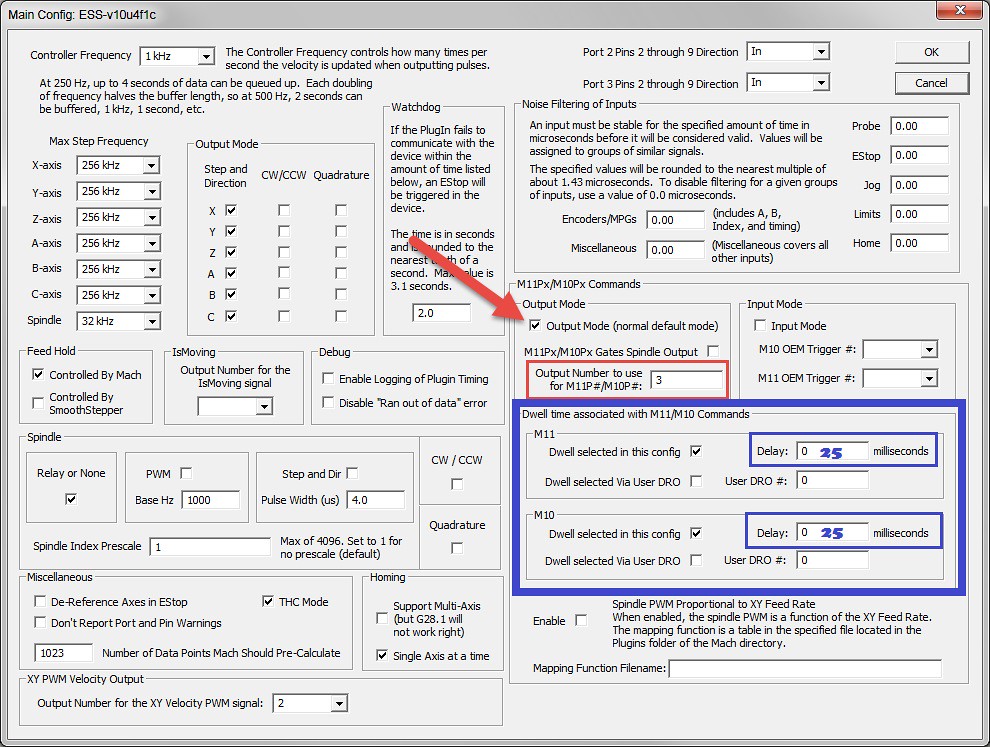
Do you know why changing the delay settings under the ESS config would cause his to behave erratically and cut holes in the wrong places?
Mine has no issue
Do you know why changing the delay settings under the ESS config would cause his to behave erratically and cut holes in the wrong places?
Mine has no issue