21
Show"N"Tell ( Your Machines) / ORAC Spindle Swarf Blaster®
« on: January 11, 2015, 10:45:13 AM »
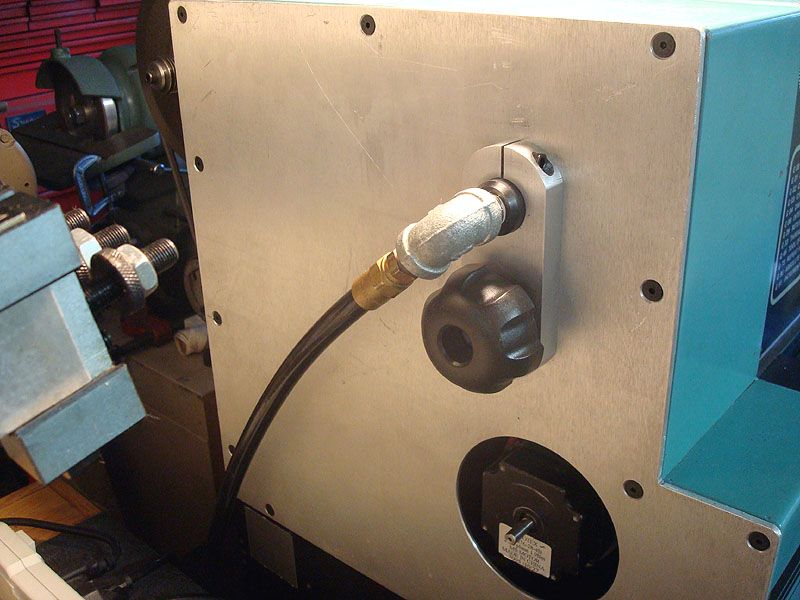
I did some small diameter (4.5mm) boring work recently using a 4mm carbide boring bar and the stringy swarf kept jamming up in the tiny hole & screwing up some of the parts. I stuck my air nozzle up the back end of the spindle & gave it a blast occasionally & it solved the problem. I got to thinking about it & whipped out this little adapter which works a lot better. The part that sticks in the spindle bore is acetal and seals up great with little friction. It’s easily removable when long stock needs to go in the spindle. The foot pedal allows the hands to be free for other things…like slapping the e-stop button. A few taps of the toe blasts the swarf away instantly! I’m looking around for an oiler I can plumb in to add some cutting oil mist to the blast as well. I could also add an air solenoid & let Mach control it but I kinda like the toe-tappin’ thing.
A few taps of the toe blasts the swarf away instantly! I’m looking around for an oiler I can plumb in to add some cutting oil mist to the blast as well. I could also add an air solenoid & let Mach control it but I kinda like the toe-tappin’ thing.

A few taps of the toe blasts the swarf away instantly! I’m looking around for an oiler I can plumb in to add some cutting oil mist to the blast as well. I could also add an air solenoid & let Mach control it but I kinda like the toe-tappin’ thing.











