241
Show"N"Tell ( What you have made with your CNC machine.) / Re: Cylinder Heads
« on: May 30, 2011, 01:13:49 PM »
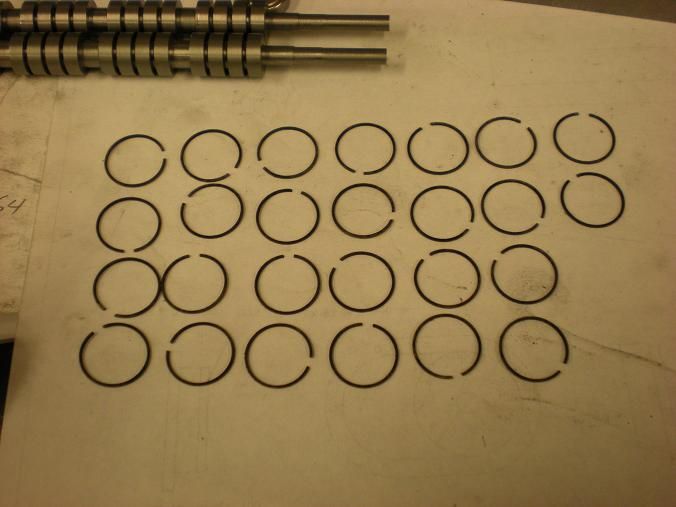
Went ahead and put some valves in 2 of the heads. I found that about half of the valves had the groove cut to big and the clip would not seat into the retainer. I chucked them back into the collet and cut the grooves .002 deeper and they went together like they should.
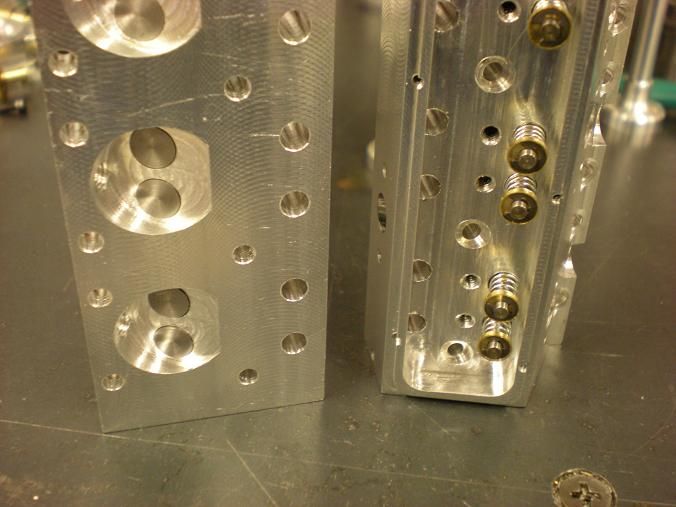
Then I decided to install the rocker studs more perminent. They had been screwed in finger tight forever.

With the heads being done I nailed down my finished push rod length. I only had enough rod to make 12 rods but that will be fixed tomorrow.
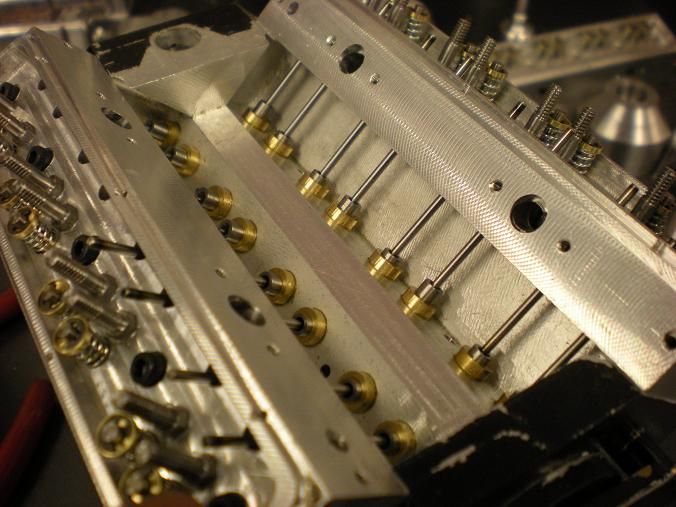
Then a set of rockers were assembled and put into place. Nothing is adjusted with the camshaft not properly timed yet.

I need to get on the distributor soon but I have not had the drive to work in the garage lately
Then I decided to install the rocker studs more perminent. They had been screwed in finger tight forever.
With the heads being done I nailed down my finished push rod length. I only had enough rod to make 12 rods but that will be fixed tomorrow.
Then a set of rockers were assembled and put into place. Nothing is adjusted with the camshaft not properly timed yet.
I need to get on the distributor soon but I have not had the drive to work in the garage lately