51
Show"N"Tell ( What you have made with your CNC machine.) / Re: Gertrude Gets Some!
« on: August 22, 2010, 02:43:18 AM »
is there one?
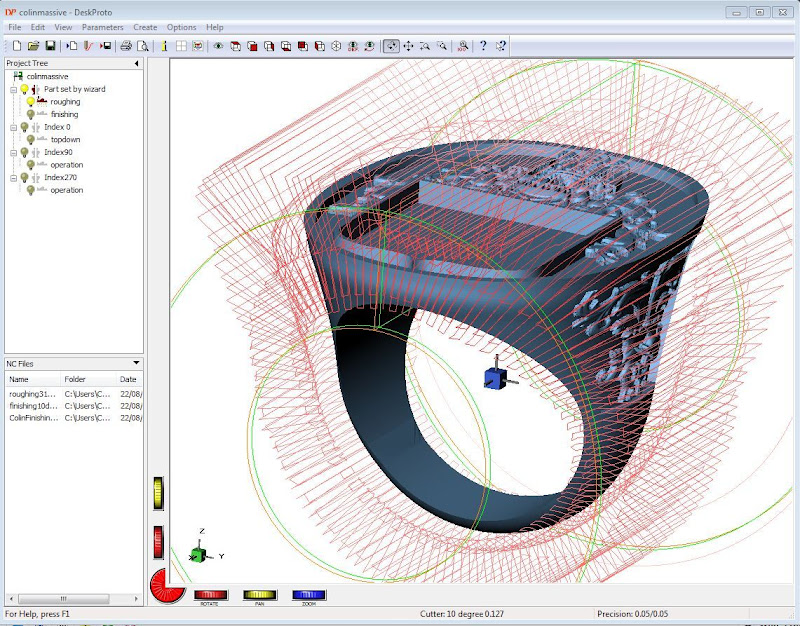
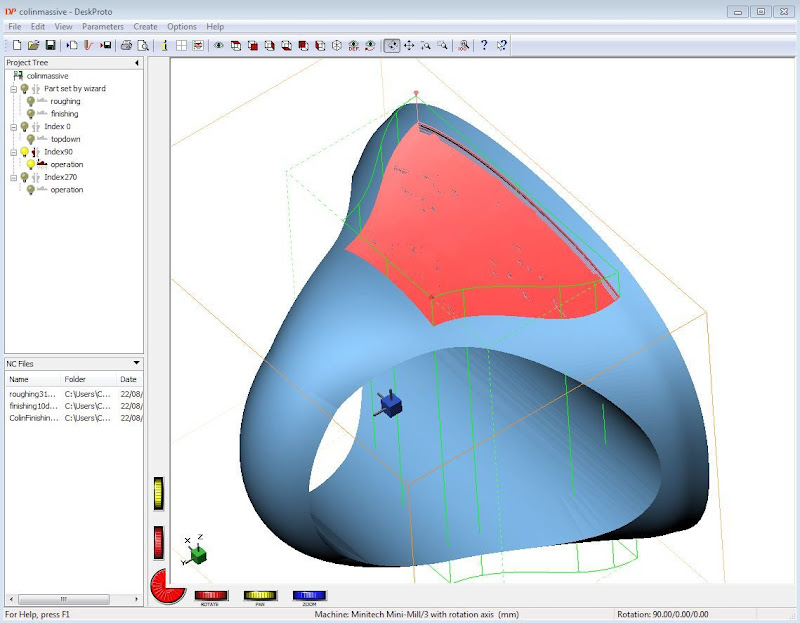
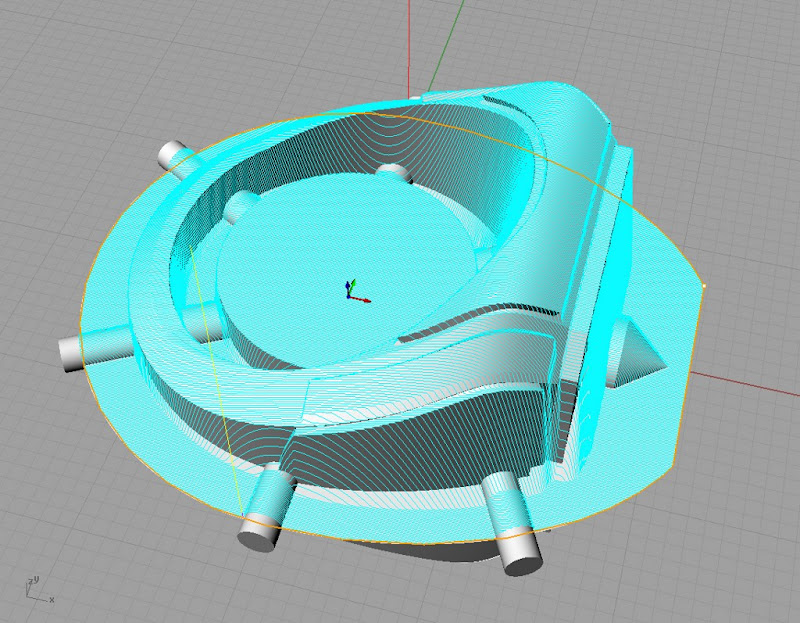
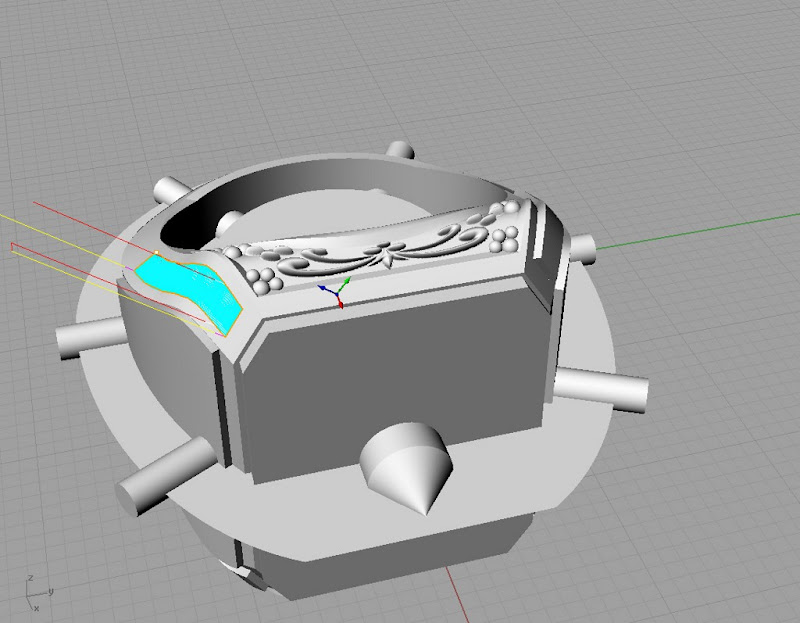
wow??? never considered that? the longest path in this series is about 1.2million lines and the rest are saved out in a per index fashion?
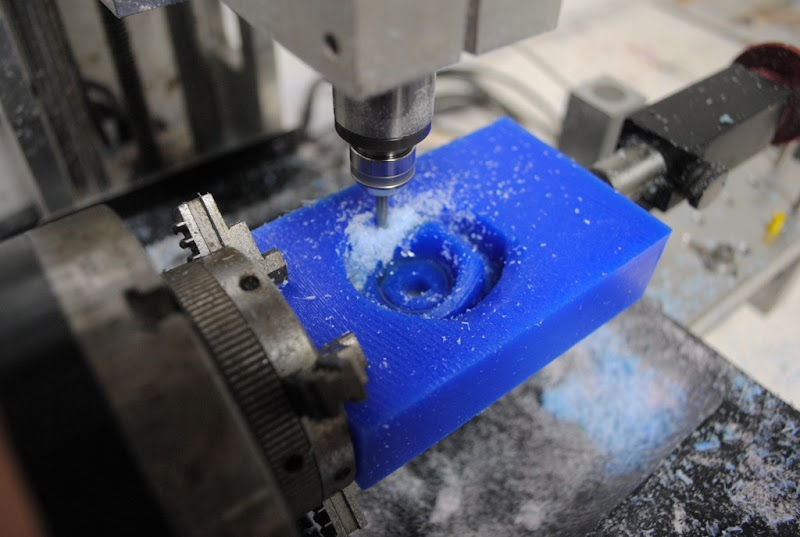
not got to cut this yet, probably tommorow actually, hope i dont hit a snag?
wow??? never considered that? the longest path in this series is about 1.2million lines and the rest are saved out in a per index fashion?
not got to cut this yet, probably tommorow actually, hope i dont hit a snag?