I saw the picture. Very professionally done and neat as always, but not welded together from what I could see . . .

Hood, it was my impression that you have several or many machines all with smoothstepper and that you were interested in swapaxis capability except that the smoothstepper did not support it. I think it was you who said that anyway. Apparently one or more of those impressions in incorrect. Incidentally, I believe the swapaxis board could also go between the smoothstepper and the bob.
Eventually I will test is myself, but I am too busy right to inject the reportedly troublessome smoothstepper into the mix. The board works great between the BOB and drives using Machs port driver, And I have sent some out for testing on specific systems that will be getting the new 4th axis. The swapaxis function is critical to the usefullness of my 4th axis so all three of the little boards (TTl splitter/booster, relay and swapaxis) are being supplied with the machines. Several guys are building their own 4th axis based on this design and I may make these board generally available for people who tackle this themselves. None of these guys has a smoothstepper, but I just would like to know if it is compatible for future reference. It *should* be, but it would be nice to hear it from someone who tested it.
So, anyone with a smoothstepper or equivalent (if there is one) and preferably also a 4th axis, send me a PM if you want to play and I'll send you a free swapaxis board to test and keep.
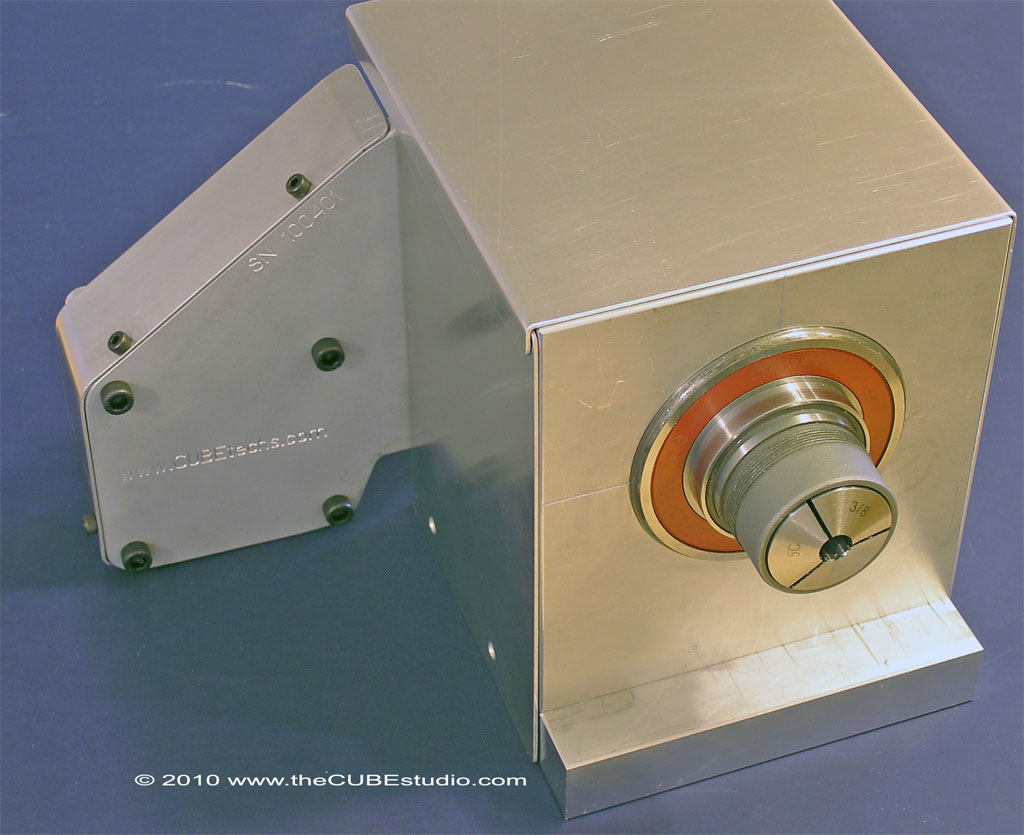
The machines themselves are coming along nicely. The lock is now also a brake and is completely enclosed in the frame. This is the Standard model. I'll be posting a new video soon of the Super Duty guy with the double reduction belts. That guy is a brute. I can't keep the main drive pulley locked onto the spindle . . so that model is 'still in the oven' so to speak until I get that issue resolved.
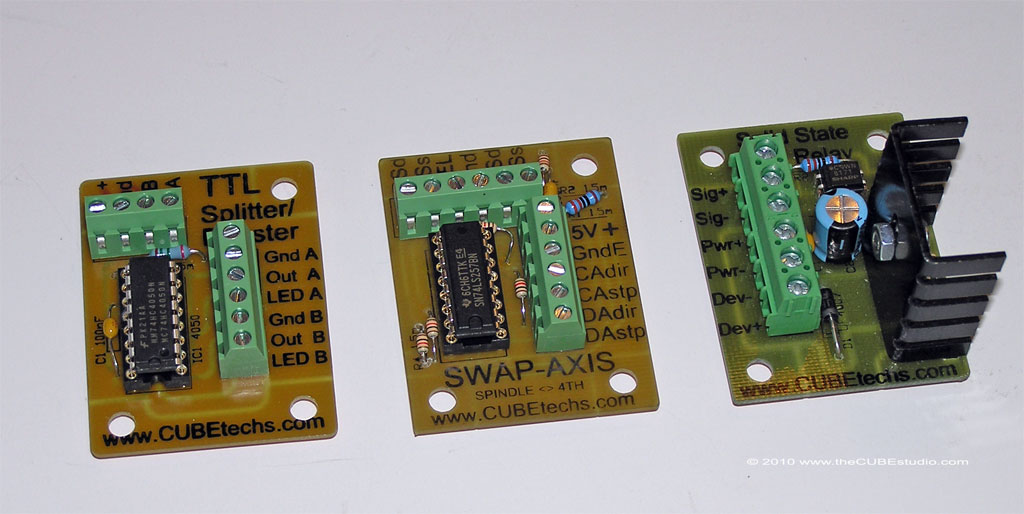
 ), but I would prefer to support the differential signal directly on the swapaxis board, if it is not too complicated . . . I can forsee just switching the extra signals or perhaps adding the differential converter chip to have a 'combo' depending upon what people want, but I just don't have time to address that at the moment. You are right about 'just a chip'
), but I would prefer to support the differential signal directly on the swapaxis board, if it is not too complicated . . . I can forsee just switching the extra signals or perhaps adding the differential converter chip to have a 'combo' depending upon what people want, but I just don't have time to address that at the moment. You are right about 'just a chip'  My little TTL splitter and also the Swapaxis are just chips also. The boards are basically just a 'connector' for the chips. The solid state relay is a little more complicated, but still pretty basic stuff. Anything electronic is a challenge for me and I have help in figuring these little guys out, but still it is fun and satisfying when they actually work! The PCB routing is still fun and has now lead me into engraving . . which is also big fun! CNC is a very addictive hobby, I must say.
My little TTL splitter and also the Swapaxis are just chips also. The boards are basically just a 'connector' for the chips. The solid state relay is a little more complicated, but still pretty basic stuff. Anything electronic is a challenge for me and I have help in figuring these little guys out, but still it is fun and satisfying when they actually work! The PCB routing is still fun and has now lead me into engraving . . which is also big fun! CNC is a very addictive hobby, I must say.