411
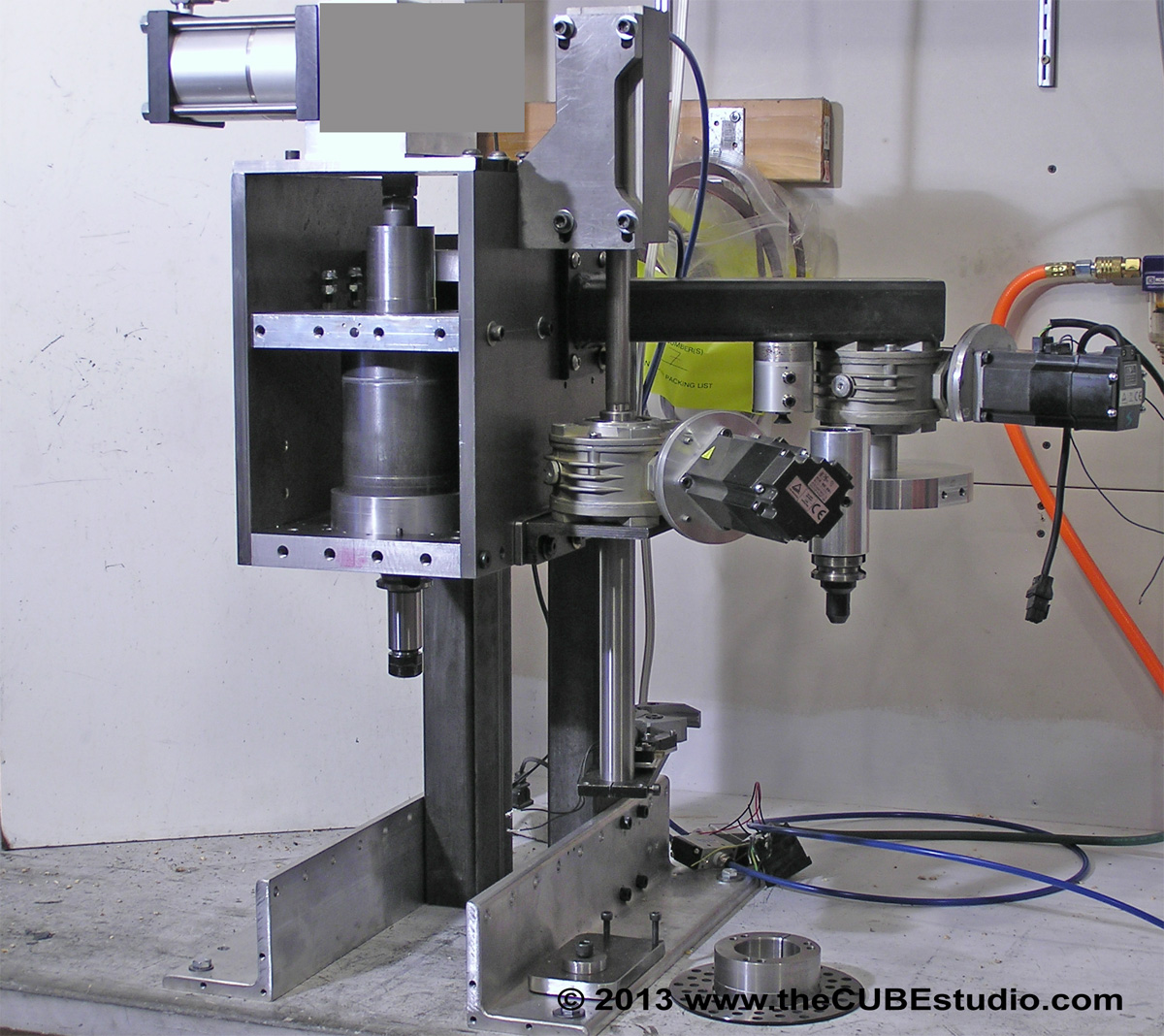
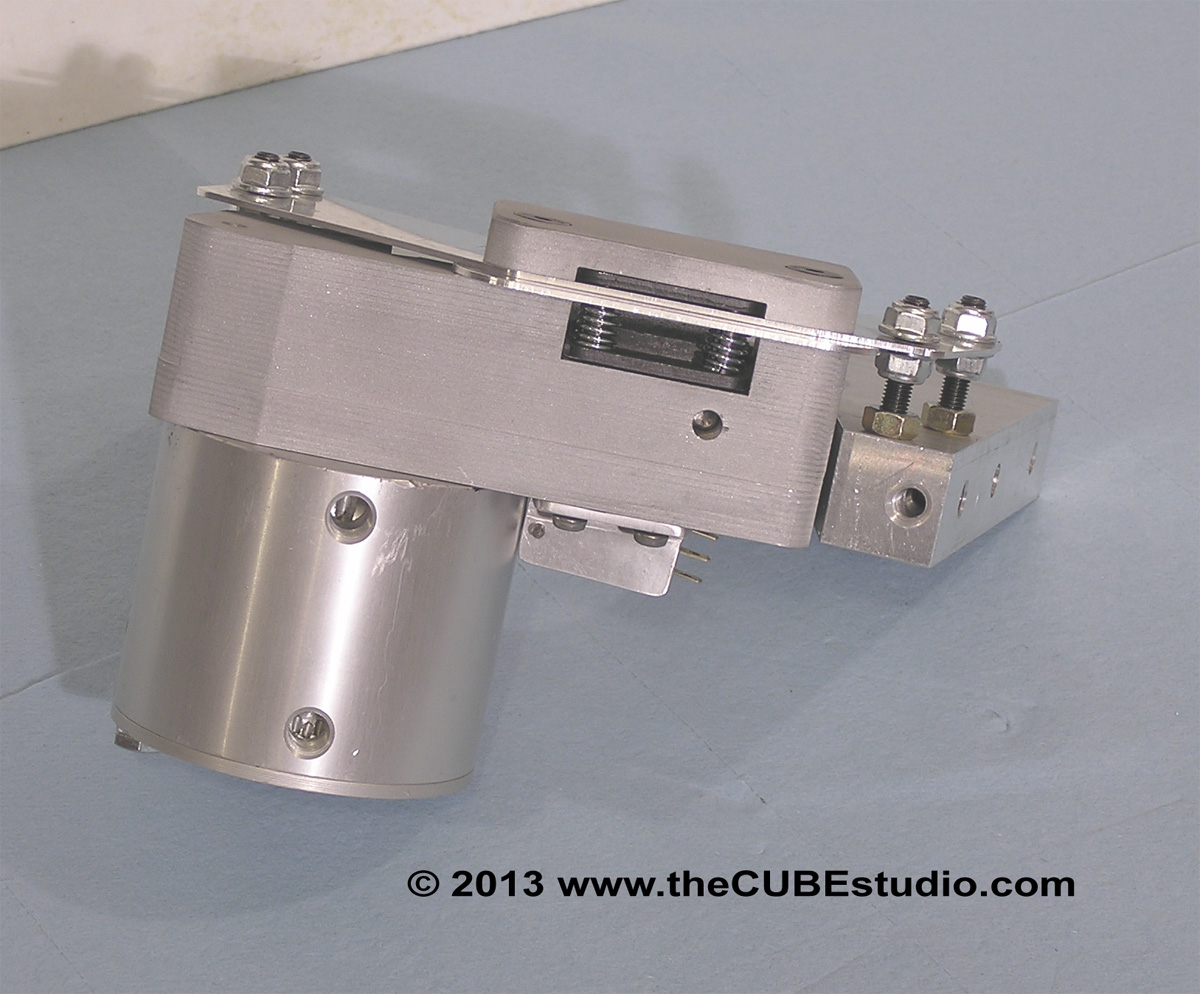
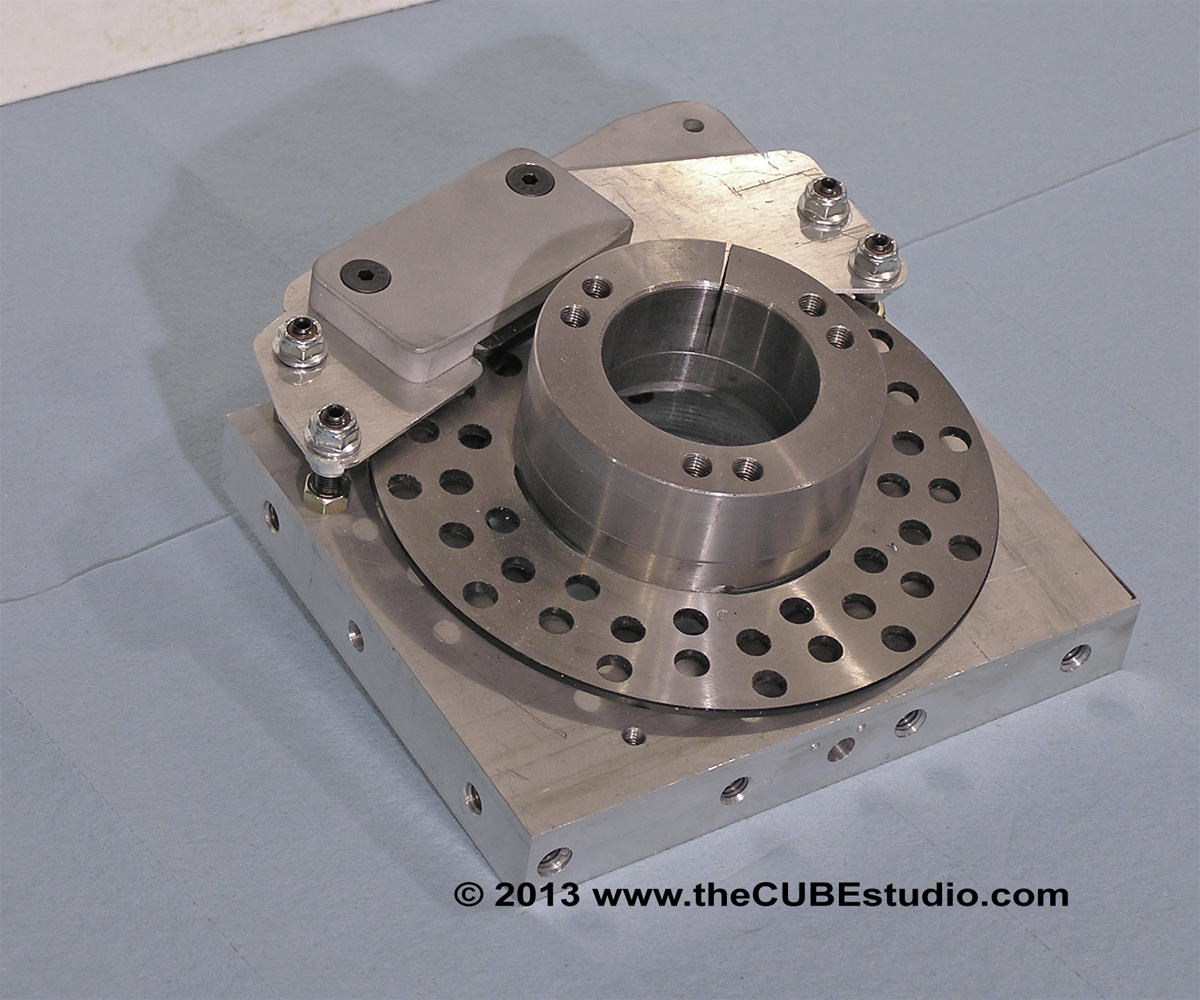
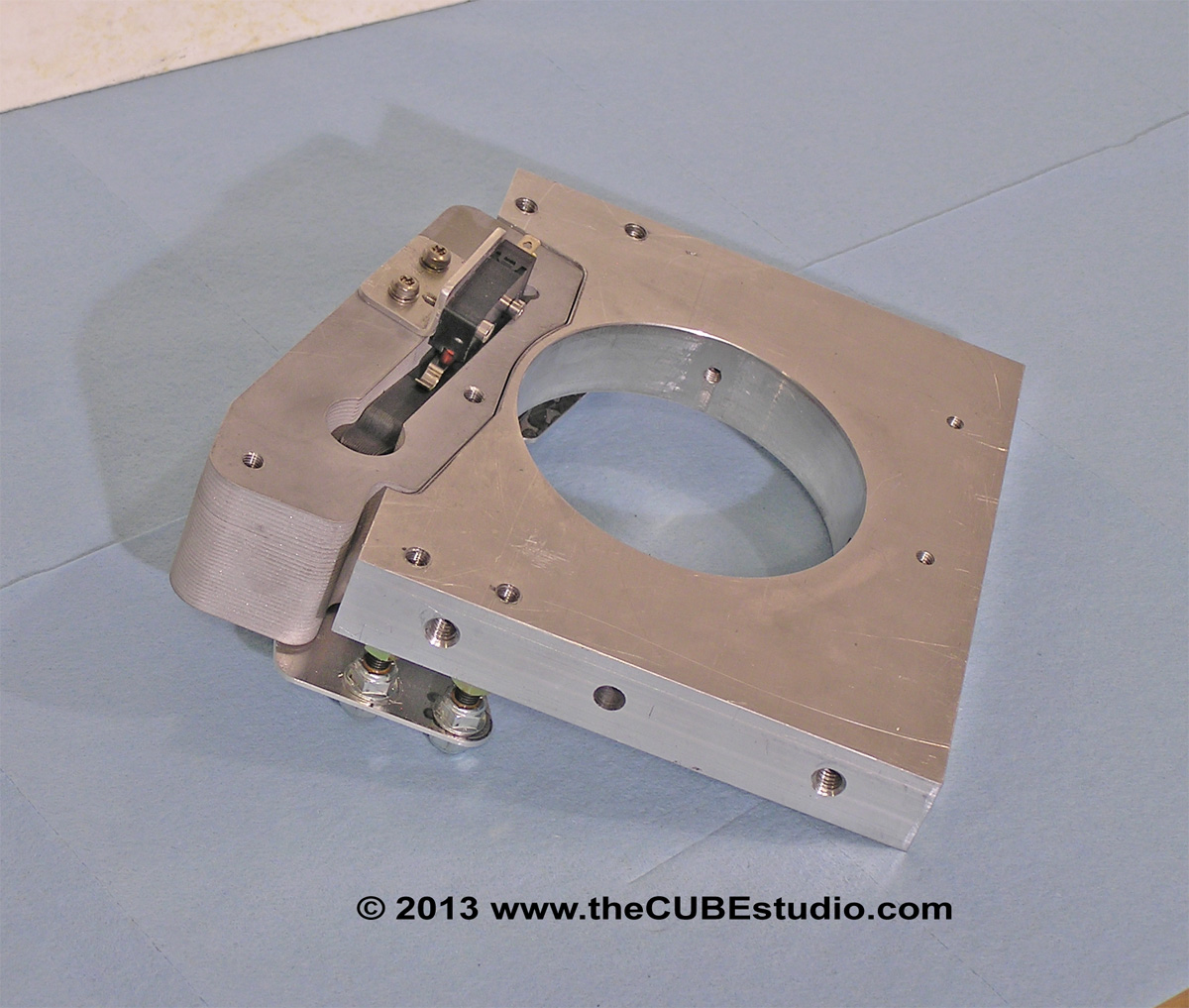
General Mach Discussion / Re: BT30 spindle from scratch - with power drawbar and ATC of course
« on: February 04, 2013, 06:42:38 AM »
To Anyone:
- How important would it be to have a manual (pendant or equiv) method of operating the ATC? In practical terms, the carousel has to be loaded with tools and so on. My thinking is that inputting a tool change into the MDI is adequate, but it would be good to know if there are any 'wish list' methods that people would like to have, and/or to know what 'real' ATCs provide in terms of manual operation.
- How important would it be to have the ATC perform some type of automatic tool touch off? It would be good to get a discussion going on how this works on machines that have it, and how it might be implemented. I saw one that appeared to use lasers.
To Ray:
- You originally mentioned that you were keeping the Geneva for the carousel in your new design, but your latest description says 'servo' powered. Are you using that term generically, as in 'motors' (i.e. steppers) or have you come over to the dark side?
- In *easily converting your new ATC to work with 30 tapers, how do you accommodate the drive dogs?
*you always say everything is 'easy'. Flying is easy for a duck. It is a bit of a challenge for a donkey. Depends on how you're equipped, I would say . . .
- How important would it be to have a manual (pendant or equiv) method of operating the ATC? In practical terms, the carousel has to be loaded with tools and so on. My thinking is that inputting a tool change into the MDI is adequate, but it would be good to know if there are any 'wish list' methods that people would like to have, and/or to know what 'real' ATCs provide in terms of manual operation.
- How important would it be to have the ATC perform some type of automatic tool touch off? It would be good to get a discussion going on how this works on machines that have it, and how it might be implemented. I saw one that appeared to use lasers.
To Ray:
- You originally mentioned that you were keeping the Geneva for the carousel in your new design, but your latest description says 'servo' powered. Are you using that term generically, as in 'motors' (i.e. steppers) or have you come over to the dark side?
- In *easily converting your new ATC to work with 30 tapers, how do you accommodate the drive dogs?
*you always say everything is 'easy'. Flying is easy for a duck. It is a bit of a challenge for a donkey. Depends on how you're equipped, I would say . . .
 THEN, after a few brewskies, it seemed sensible to move my own development box to TCP modbus. After all the setup on MACH's side is similar to the plug-in serial, right? Well, in my setup, the "PLC" runs the modbus slave, so moving from 'serial anything' to TCP was a rewrite of a significant part of the code.
THEN, after a few brewskies, it seemed sensible to move my own development box to TCP modbus. After all the setup on MACH's side is similar to the plug-in serial, right? Well, in my setup, the "PLC" runs the modbus slave, so moving from 'serial anything' to TCP was a rewrite of a significant part of the code.