1
Bargain Basement / NEW Rotary 4th Axis, ZERO Backlash, Duplex Worm Drive
« on: July 09, 2018, 08:28:19 AM »
Hello Guys,
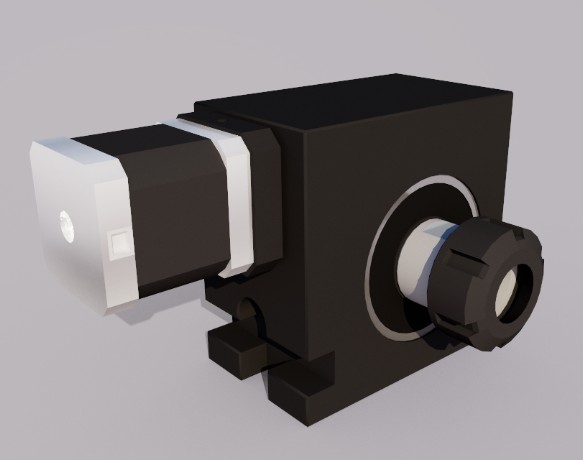
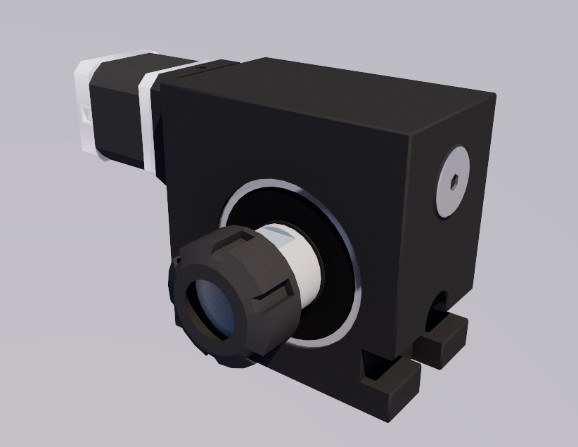
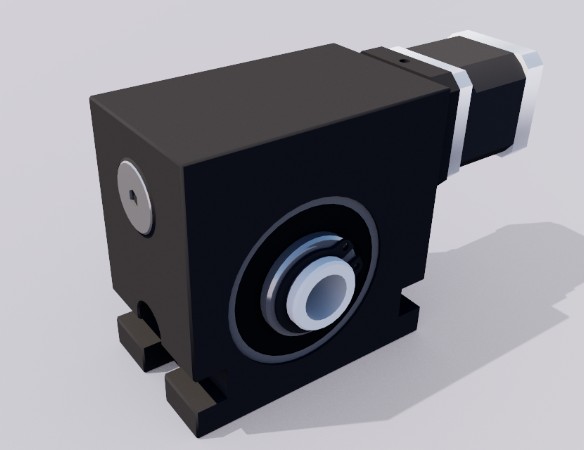
I would like to announce a NEW product we've been working on lately, and which is soon going to be available for purchase. I am making this announcement after which have been testing and using the final prototypes for quite some time now, machining all sorts of super precision parts from aluminum, brass, steel, stainless steel and plastics, and we are very pleased with the performance we've been witnessing. This is a unique Rotary Axis, one of its kind to utilize Duplex Worm drive in this scale and price range. Duplex Worm drives are long used in the higher end large scale expensive industrial equipment. Our goal was to make it affordable for everyone wanting a great Rotary Axis while benefiting industrial performance and precision. Thanks to its Duplex Worm drive it has ZERO backlash, while contrary to timing belt drives (which also considered to be zero backlash), it also benefits the back locking inherent feature of a worm drive, meaning hard materials and deep cuts can be made without the risk of the axis losing position. Whilst utilizing a small (NEMA17) stepper motor to save space, it is still capable of providing a HUGE 15Nm torque for its size. No timing belt driven rotary axes in this scale can approach this number.
As standard it is going to be provided with an ER25 collet chuck and a 17mm through hole to allow the use of bar stock. Provision has been made to fit an 80mm chuck, which will be available later on. The Body is solid Aluminum alloy, black hard anodized. The Rotary Axis was specifically designed with small machines in mind and the body size is 100x100x60 mm, so that it can easily fit the smallest of machines, whilst still providing the user the luxury of an expensive industrial device. Also can be easily used on larger machines for precision jobs.
Now the Bonus part: The Rotary Axis will be initially offered for a limited time on a pre-sale for members of the group. In the presale it will be offered for 50%(!!) of the final retail price, which is estimated at around 600 USD. It means that you can get it for as little as 300 USD on the presale!!! Only a limited QTY will be offered for a limited time on the presale, just as introduction for this new product of ours. Stay tuned
Thanks,
Dan
I would like to announce a NEW product we've been working on lately, and which is soon going to be available for purchase. I am making this announcement after which have been testing and using the final prototypes for quite some time now, machining all sorts of super precision parts from aluminum, brass, steel, stainless steel and plastics, and we are very pleased with the performance we've been witnessing. This is a unique Rotary Axis, one of its kind to utilize Duplex Worm drive in this scale and price range. Duplex Worm drives are long used in the higher end large scale expensive industrial equipment. Our goal was to make it affordable for everyone wanting a great Rotary Axis while benefiting industrial performance and precision. Thanks to its Duplex Worm drive it has ZERO backlash, while contrary to timing belt drives (which also considered to be zero backlash), it also benefits the back locking inherent feature of a worm drive, meaning hard materials and deep cuts can be made without the risk of the axis losing position. Whilst utilizing a small (NEMA17) stepper motor to save space, it is still capable of providing a HUGE 15Nm torque for its size. No timing belt driven rotary axes in this scale can approach this number.
As standard it is going to be provided with an ER25 collet chuck and a 17mm through hole to allow the use of bar stock. Provision has been made to fit an 80mm chuck, which will be available later on. The Body is solid Aluminum alloy, black hard anodized. The Rotary Axis was specifically designed with small machines in mind and the body size is 100x100x60 mm, so that it can easily fit the smallest of machines, whilst still providing the user the luxury of an expensive industrial device. Also can be easily used on larger machines for precision jobs.
Now the Bonus part: The Rotary Axis will be initially offered for a limited time on a pre-sale for members of the group. In the presale it will be offered for 50%(!!) of the final retail price, which is estimated at around 600 USD. It means that you can get it for as little as 300 USD on the presale!!! Only a limited QTY will be offered for a limited time on the presale, just as introduction for this new product of ours. Stay tuned
Thanks,
Dan