1
Show"N"Tell ( Your Machines) / emco pc5 lathe
« on: July 02, 2009, 04:18:02 AM »
I picked up this emco pc5 lathe a few years back, its my first refit of a lathe, i've been on manual machines for over a decade, not long enough apparently as im still slaving. I wanted the lathe to learn a bit about code, it is greener on the other side isn't it? 
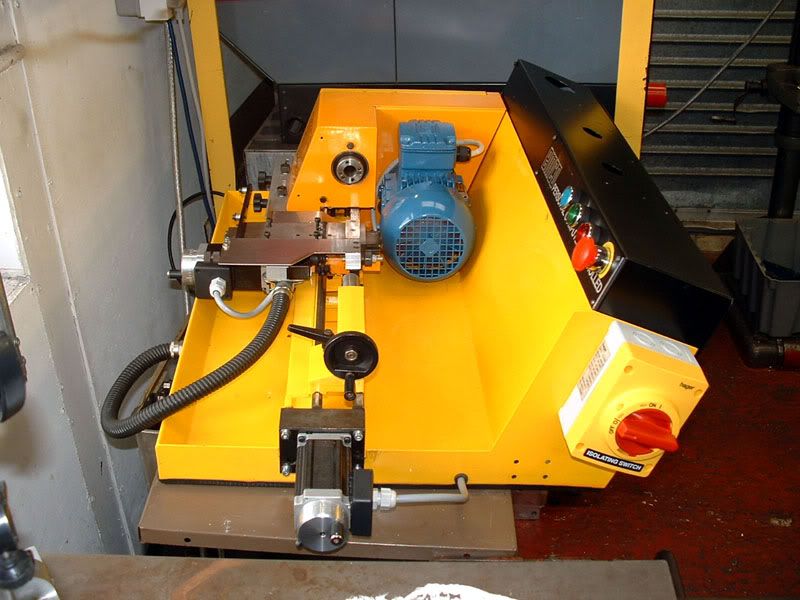
heres a picture of it inside before i finished wiring, and the outside, I also knocked up a quick cabinet so i could control both machines from the same interface, its no good having scores of pc's and screens laying around so i split the duty of the control for with a data switch, it would be nice to have machining centre that does both instead!
the lathe now has 2.2nm 4.3Amp motors, origonals were 0.5nm. i knocked up some hand dials for the double ended motors, engraved / divided them out and added handles, why didnt no-one tell me the ballscrews are R/H on the emco, pah!, i went to all that trouble and made the dials to make it a bit more useable .. turned the dials as you would....the slides went the wrong way!! you just dont think of these things.
you just dont think of these things.
it now rapids at 1.25m/min, origonals were 550mm/min. I put in some limit switches on all the axis, made the stops adjustable incase i use different tooling. and a decent angular race on the spindle nose with a preloading mech instead of the standard deep groove bearing. I made a ground collet chuck, and made a set of matched ground tool holders. i put in a 550w 3ph motor and modified mount plate, the next size up frame to the origonal and nearly double the standard motor torque, also a belt and timing pulley drive further increasing the torque by a 1.1:1 ratio, it uses a vfd so i got some more torque available on overload!. its got enough beans i think . It runs upto 2750rpm standard, i could overspeed it to over 3k but theres not much point really unless i'm drilling tiny holes.
. It runs upto 2750rpm standard, i could overspeed it to over 3k but theres not much point really unless i'm drilling tiny holes.
it has all the extra electronic bits that usually go in the cabinet, what more can i say, i just wanted to share it, its just a wee benchtop.
i'd like to thank arturo from cnc4pc.com for helping me since i started building, and all who support mach, ive probably read your posts at some point or other when up the creek. robin of holland aswell who helped me thru with the elctronic side. i'm quite happy with my little lathe, it aint a gildemeister! but it's got a place in my workshop, cheers.



heres a picture of it inside before i finished wiring, and the outside, I also knocked up a quick cabinet so i could control both machines from the same interface, its no good having scores of pc's and screens laying around so i split the duty of the control for with a data switch, it would be nice to have machining centre that does both instead!
the lathe now has 2.2nm 4.3Amp motors, origonals were 0.5nm. i knocked up some hand dials for the double ended motors, engraved / divided them out and added handles, why didnt no-one tell me the ballscrews are R/H on the emco, pah!, i went to all that trouble and made the dials to make it a bit more useable .. turned the dials as you would....the slides went the wrong way!!
you just dont think of these things.it now rapids at 1.25m/min, origonals were 550mm/min. I put in some limit switches on all the axis, made the stops adjustable incase i use different tooling. and a decent angular race on the spindle nose with a preloading mech instead of the standard deep groove bearing. I made a ground collet chuck, and made a set of matched ground tool holders. i put in a 550w 3ph motor and modified mount plate, the next size up frame to the origonal and nearly double the standard motor torque, also a belt and timing pulley drive further increasing the torque by a 1.1:1 ratio, it uses a vfd so i got some more torque available on overload!. its got enough beans i think
. It runs upto 2750rpm standard, i could overspeed it to over 3k but theres not much point really unless i'm drilling tiny holes.it has all the extra electronic bits that usually go in the cabinet, what more can i say, i just wanted to share it, its just a wee benchtop.
i'd like to thank arturo from cnc4pc.com for helping me since i started building, and all who support mach, ive probably read your posts at some point or other when up the creek. robin of holland aswell who helped me thru with the elctronic side. i'm quite happy with my little lathe, it aint a gildemeister! but it's got a place in my workshop, cheers.
 ) but that didnt affect the setting piece or mics, theoretically they may have all three items expanded by the same amount, but I doubt it they all read 200 within 0.01. The limit switch is also very repeatable to within 0.01mm ( i tested it over and over with homing (50% rapids), manual jogging 0.01 steps) i'll also check the error early in the morning when its cool, just to be a fanatic
) but that didnt affect the setting piece or mics, theoretically they may have all three items expanded by the same amount, but I doubt it they all read 200 within 0.01. The limit switch is also very repeatable to within 0.01mm ( i tested it over and over with homing (50% rapids), manual jogging 0.01 steps) i'll also check the error early in the morning when its cool, just to be a fanatic 
 easy to blame something,
easy to blame something,