1
General Mach Discussion / Re: Auto tuning slaved axis with Delta Servo Drives
« on: May 22, 2013, 07:39:27 PM »Hi Jestah,
Make sure that you either put a G64 in your initialization string or at the begining of your G-code. Mach3 has a nasty habit of turning it off regardless of how you have it set on the general config page.
I would also ask what version of Mach3 are you running? .066 has been problematic for some people, myself included.
Mike
I will make sure to add G64 into my header and I think I am going to try going back a few versions of mach3 as I have had LOTS of bugs the past few weeks. (Soft limit warnings that are suggesting a G53 Z0 move is above my Zmax limit, sometimes not running the startup macro I have in the initialization string and homing often fails causing one the sides of my gantry to rack until the servo errors out )
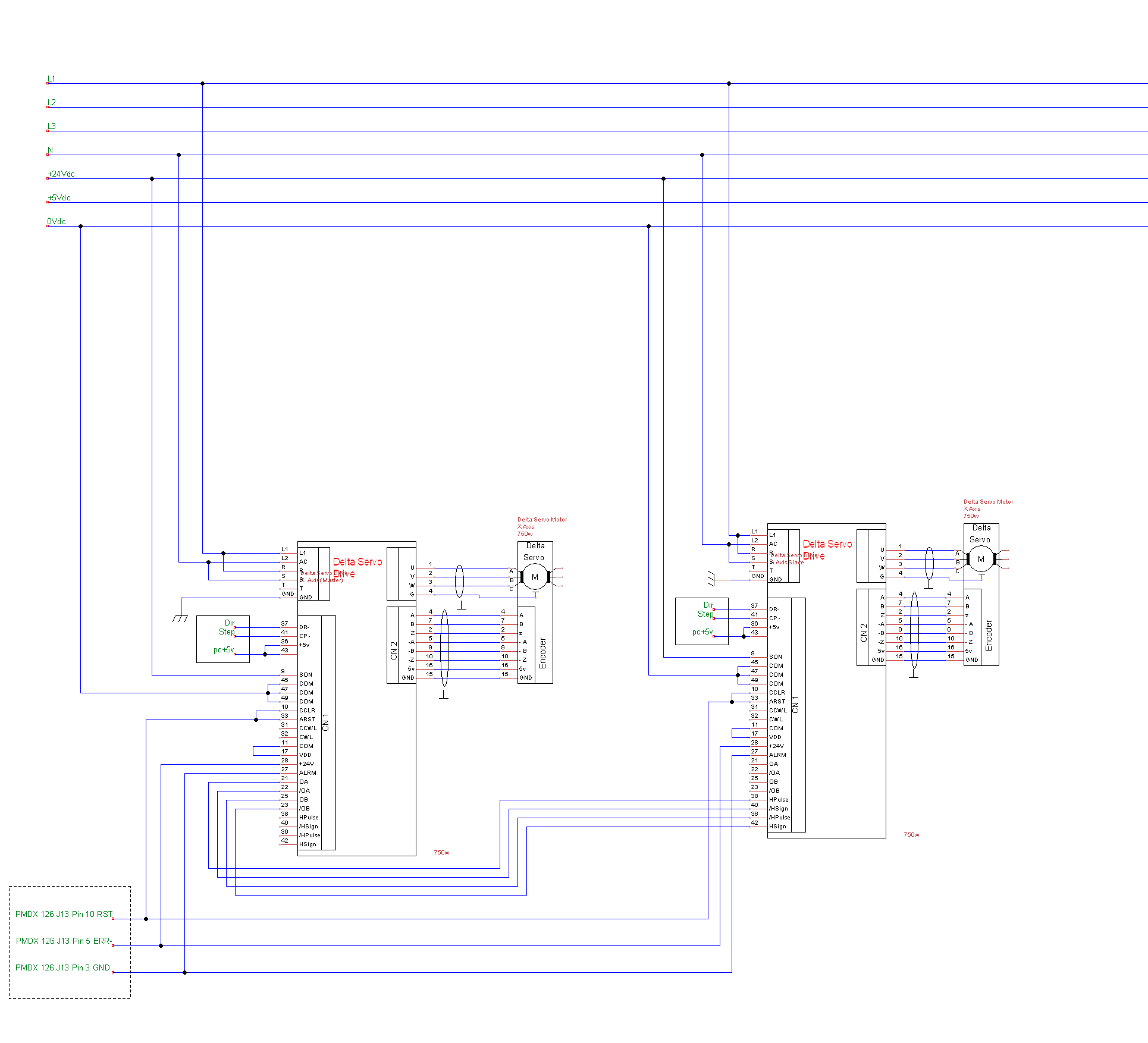
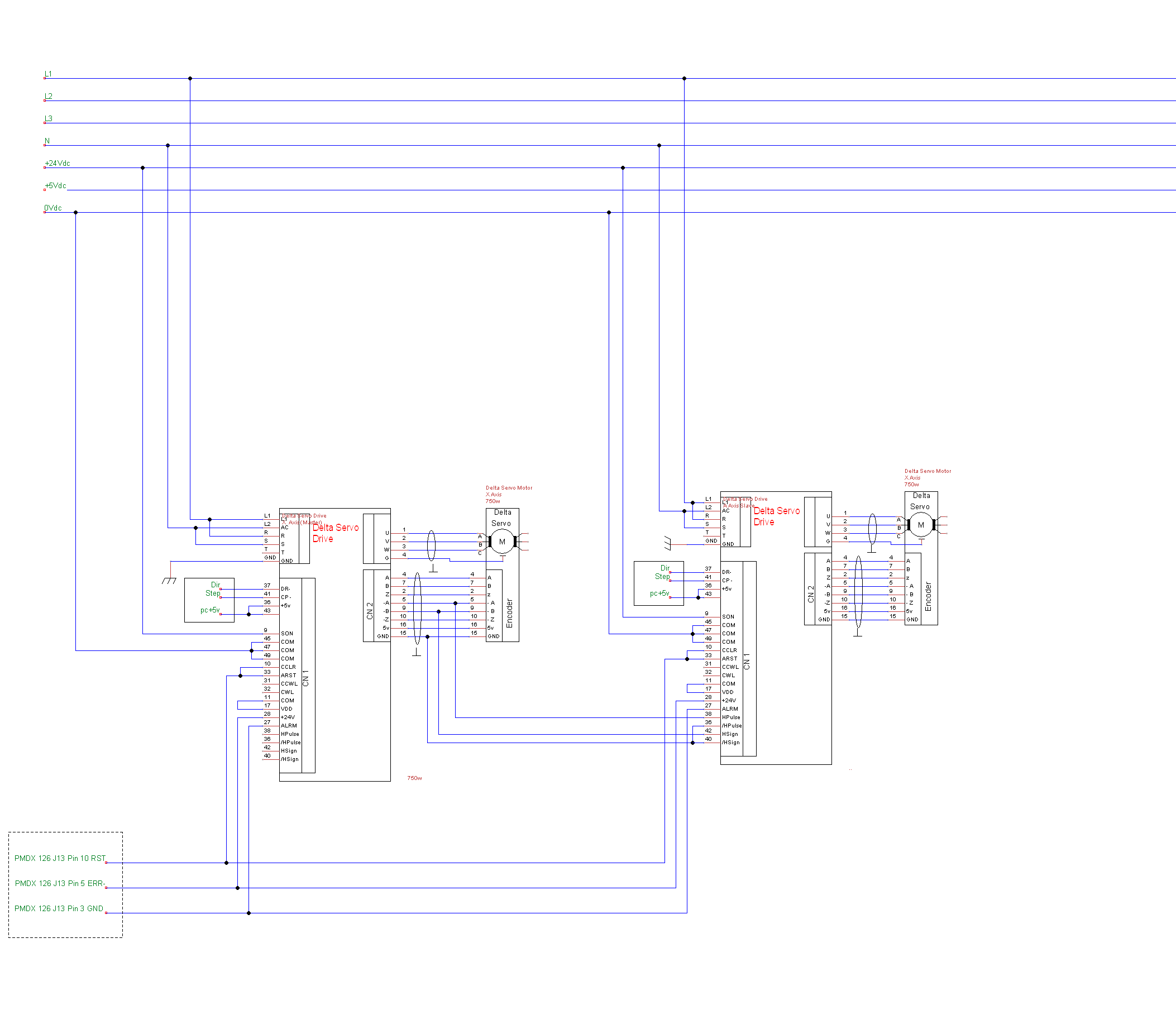
If I could get my sticky fingers on a real oscilloscope could someone talk me through how to hook it up to tune my servos. I have found lots of info to tune geckos but not much on AC drives
Been a bit busy to do the wiring of the drives today but going to make time to give it a shot tomorrow! Thanks everyone for all the help!