The valve corvers took forever but all went well. I put a piece of sawed off stock in the mill and drilled the mounting holes and did all the machine work for the bottom side. All was done CNC. All 6 of them.
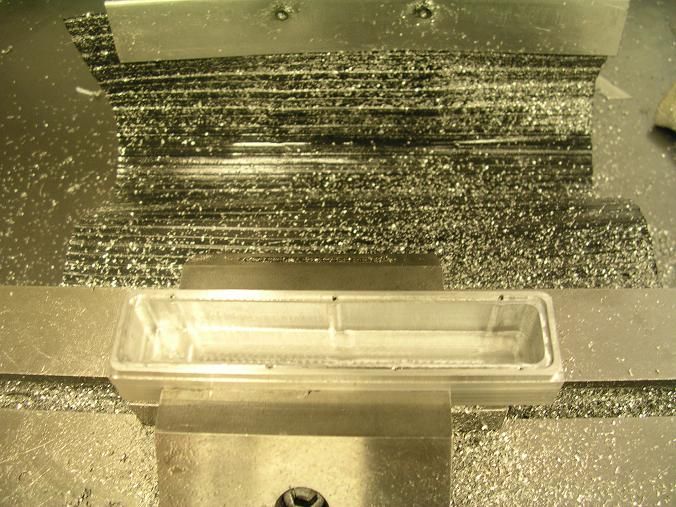
The block was rotated around holes were drilled to create the counter bore for the screw heads.
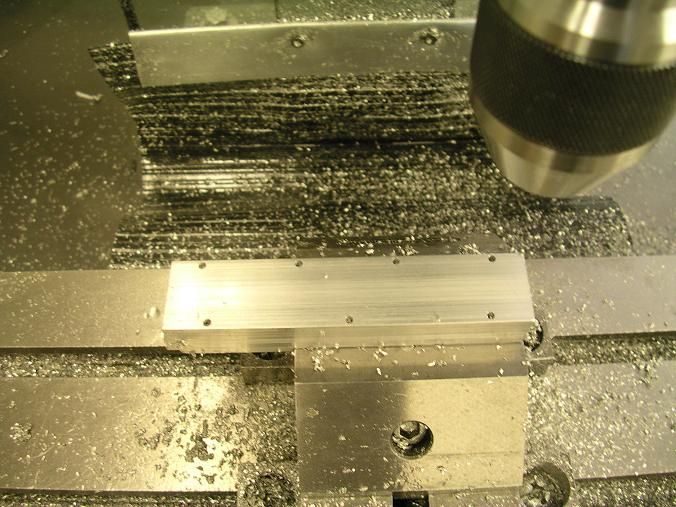
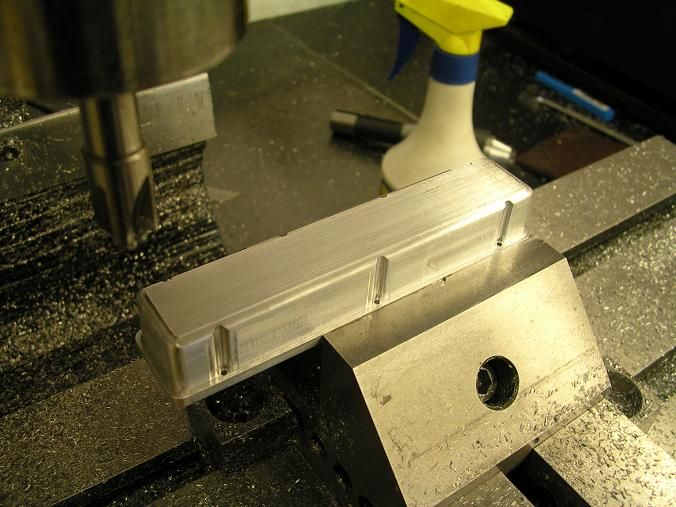
The top of the valve cover was brought to size
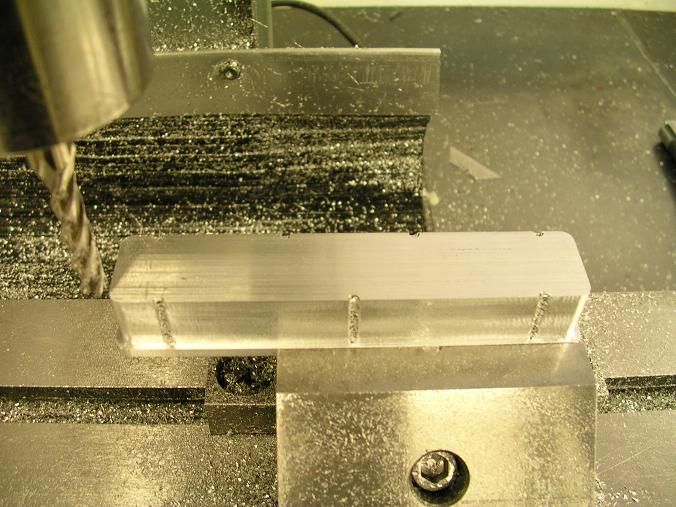
Then the edges of the counterbore were rounded off with a itty bitty endmill.
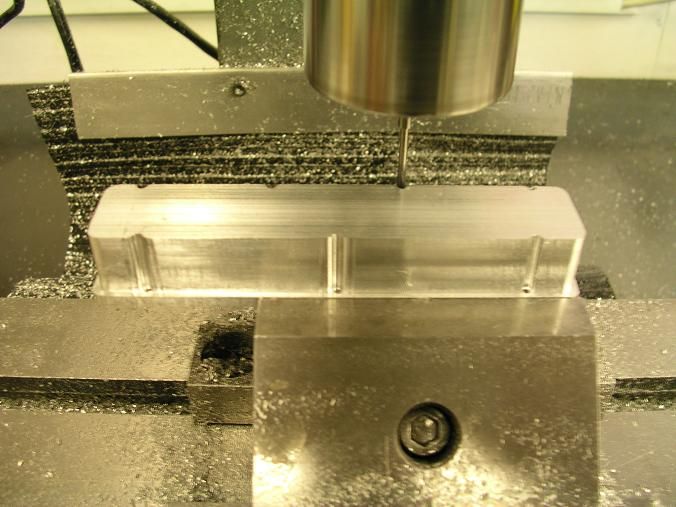
Last the corner rounding endmill was used to finish off the top and create the top protrusion.
While I was waiting on the mill I was busy tapping everything that needed to be tapped.

