591
General Mach Discussion / Re: BT30 spindle from scratch - with power drawbar and ATC of course
« on: August 08, 2012, 09:47:44 AM »
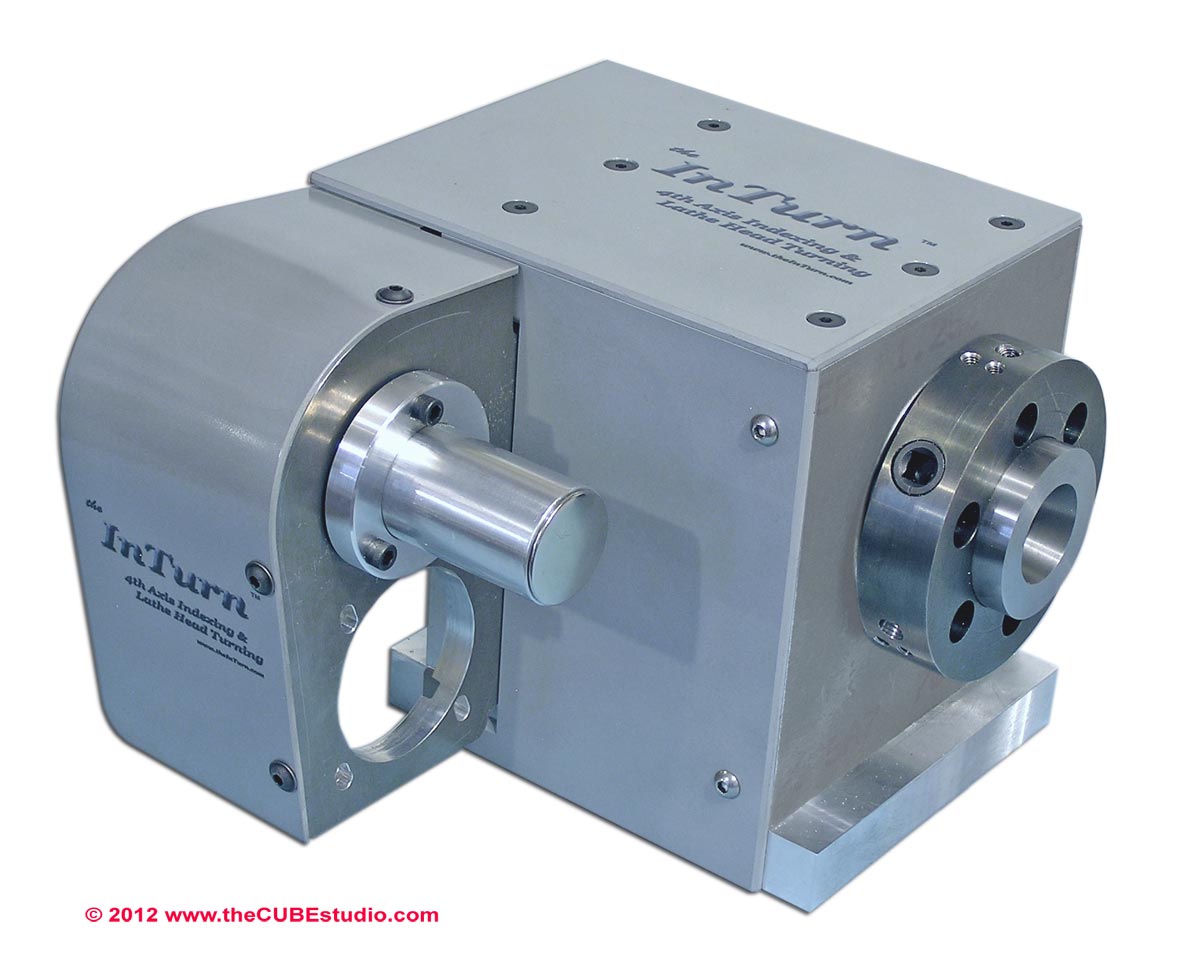
Short update; with my new 'Mega' 4th axis project completed, I am turning my attention not to completing this BT30 spindle for my new mill.
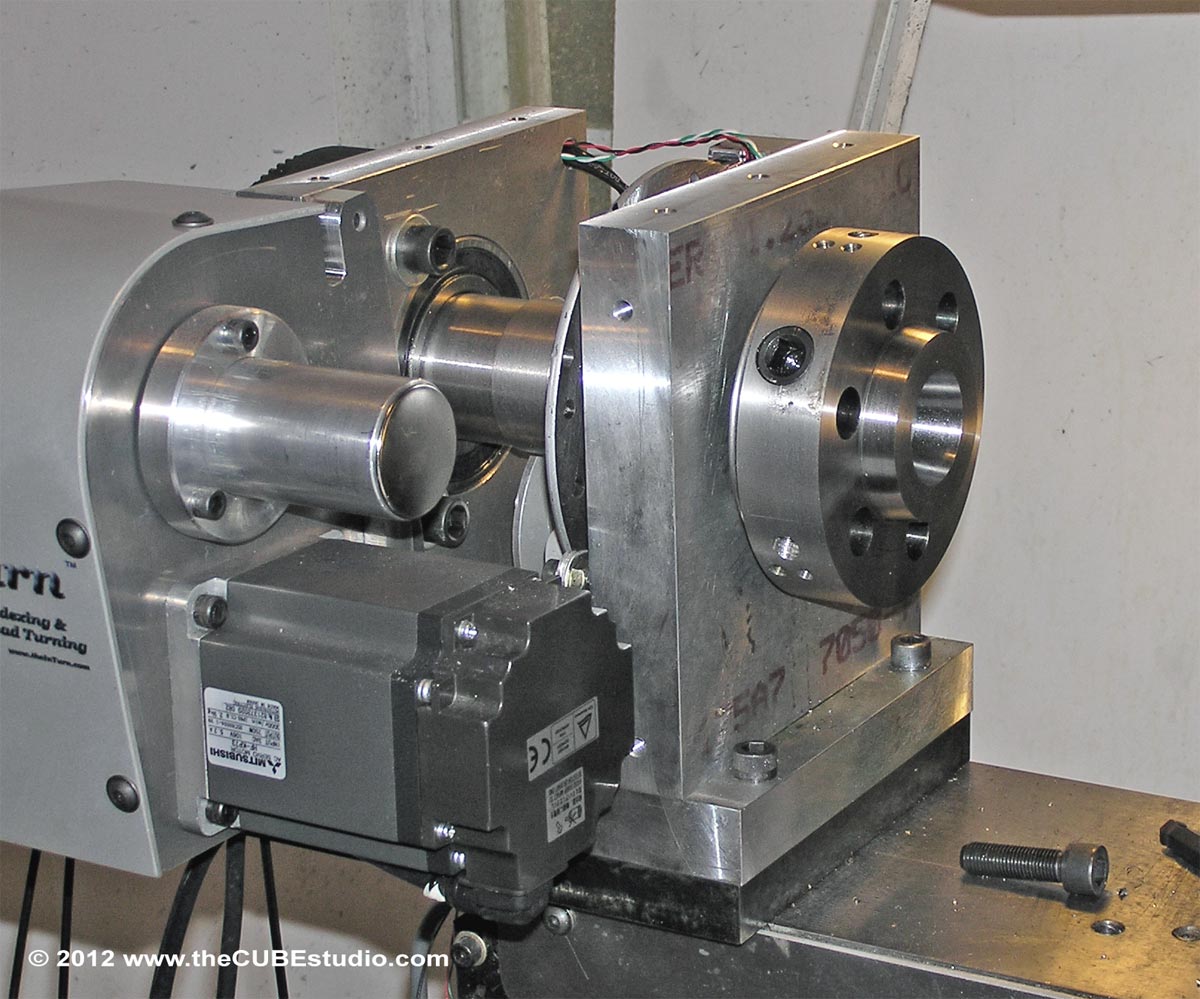
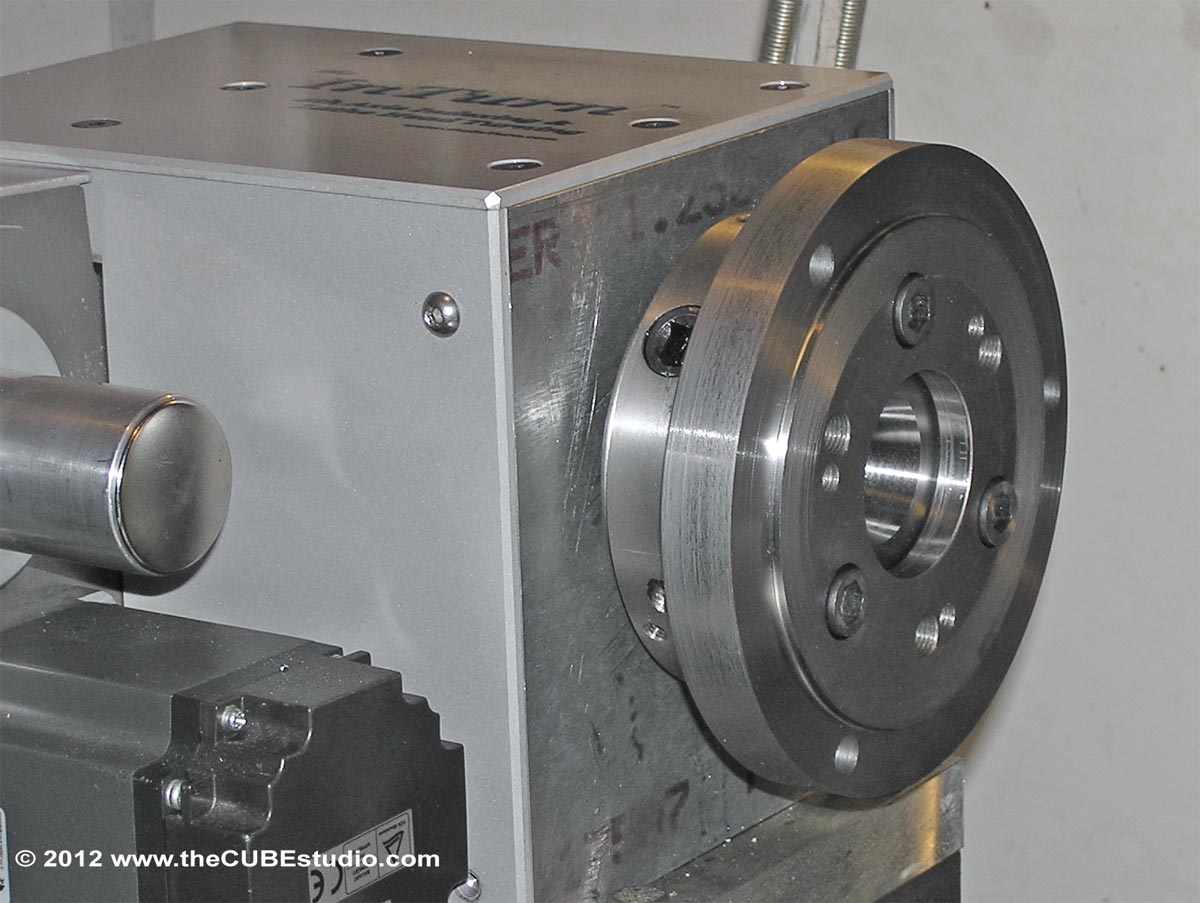
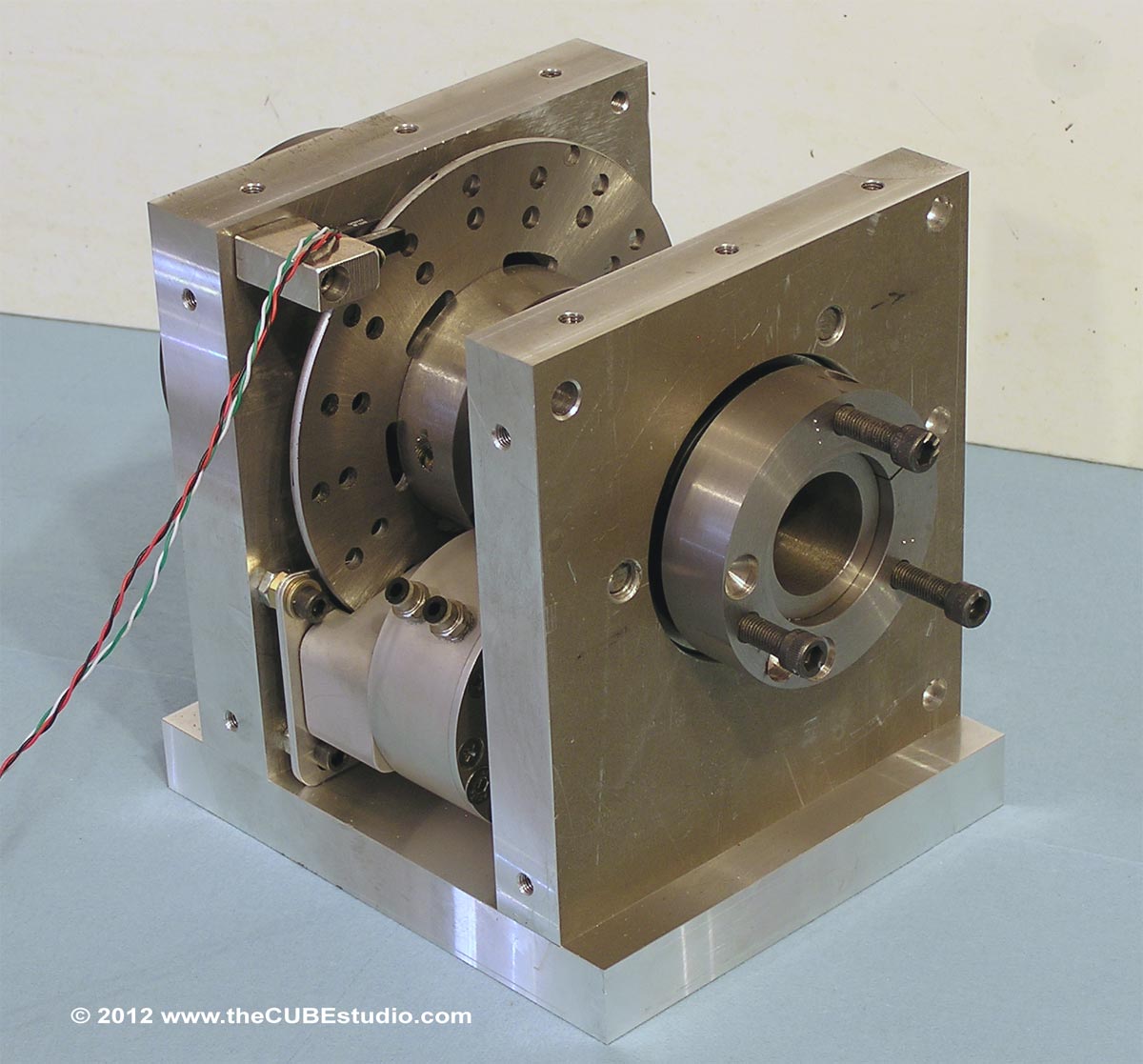
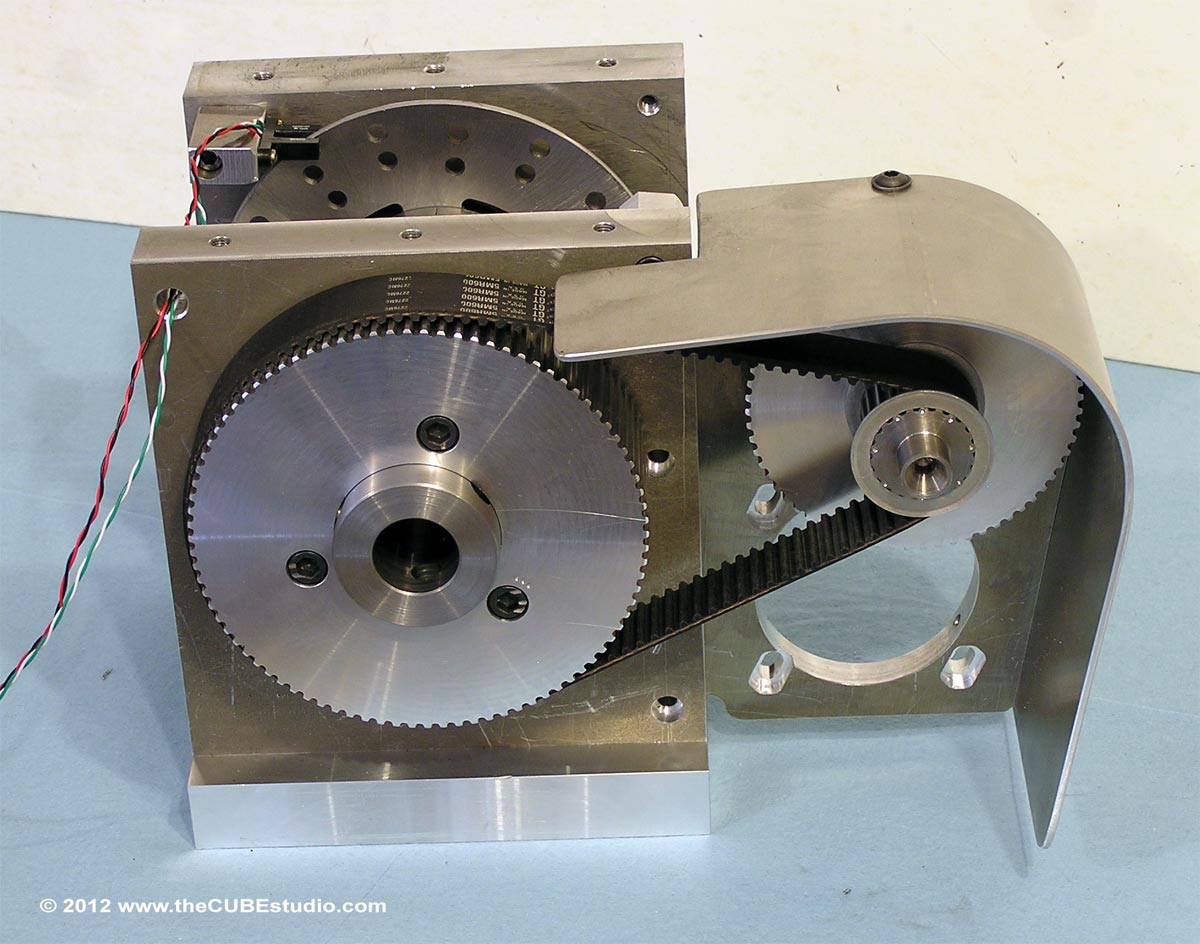
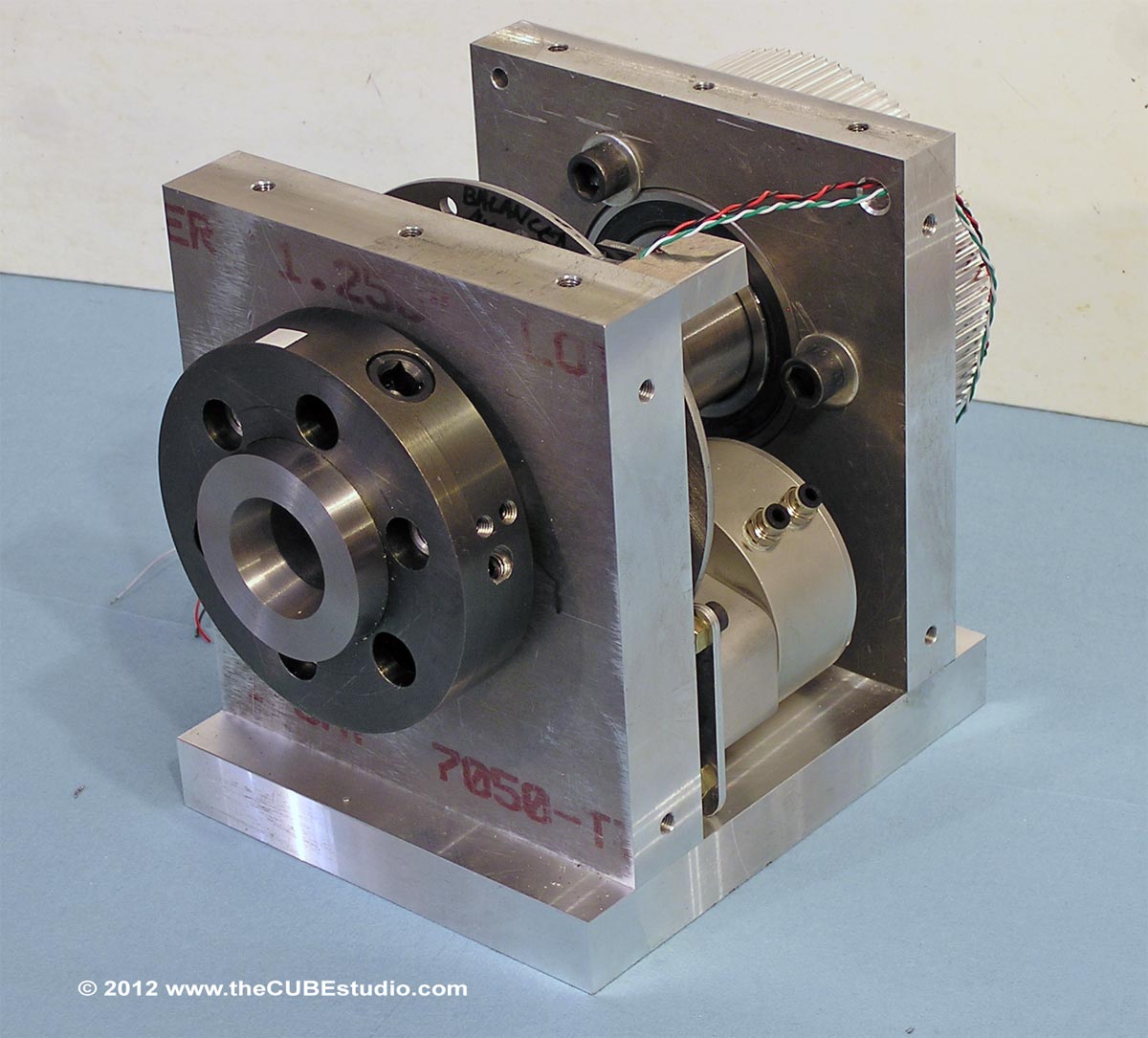
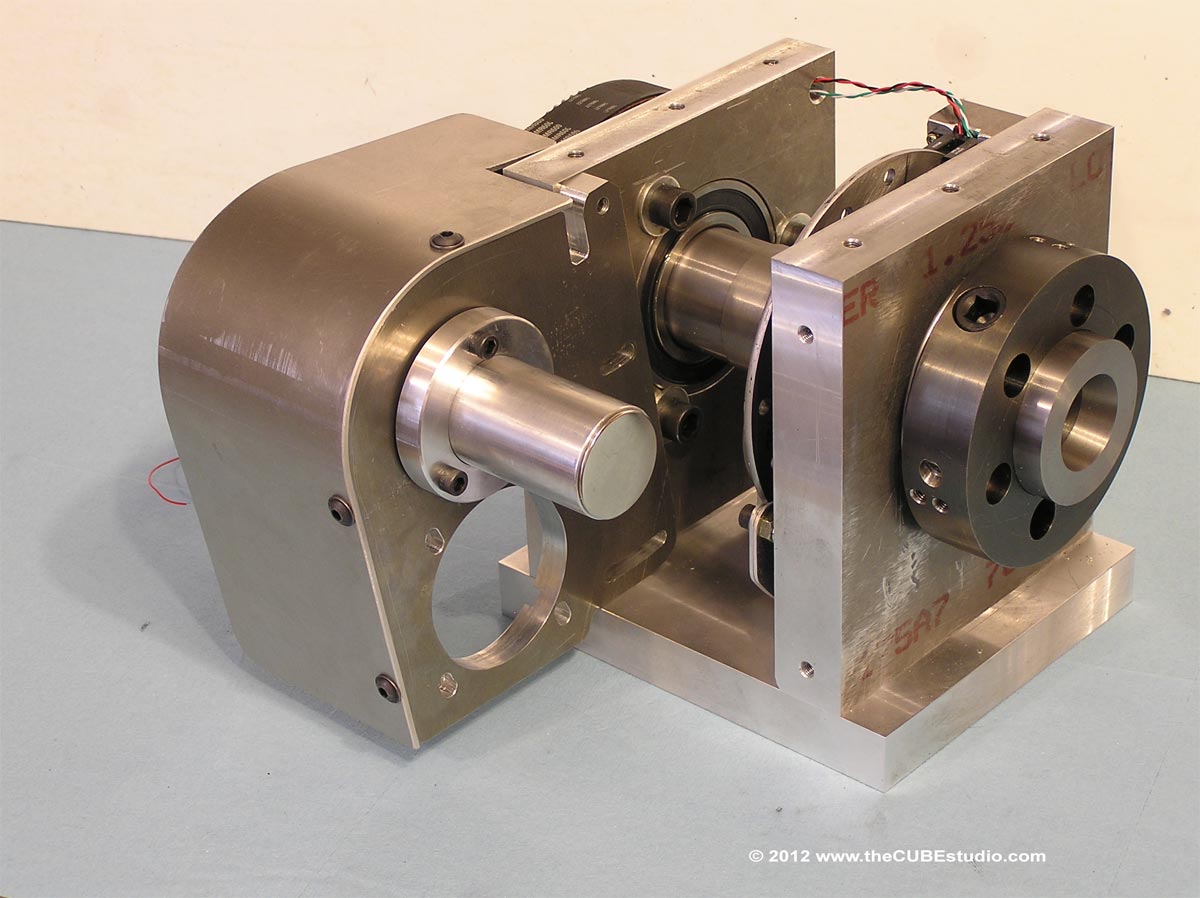
Two things became apparent while building the new D1-4 Cam loc spindle for the 'Mega Duty' 4th axis; 1) more power was needed to drive the 1" drill bit thru hard material and 2) the mill column would need to be reinforced and welded up to resist twisting during the drilling operation.
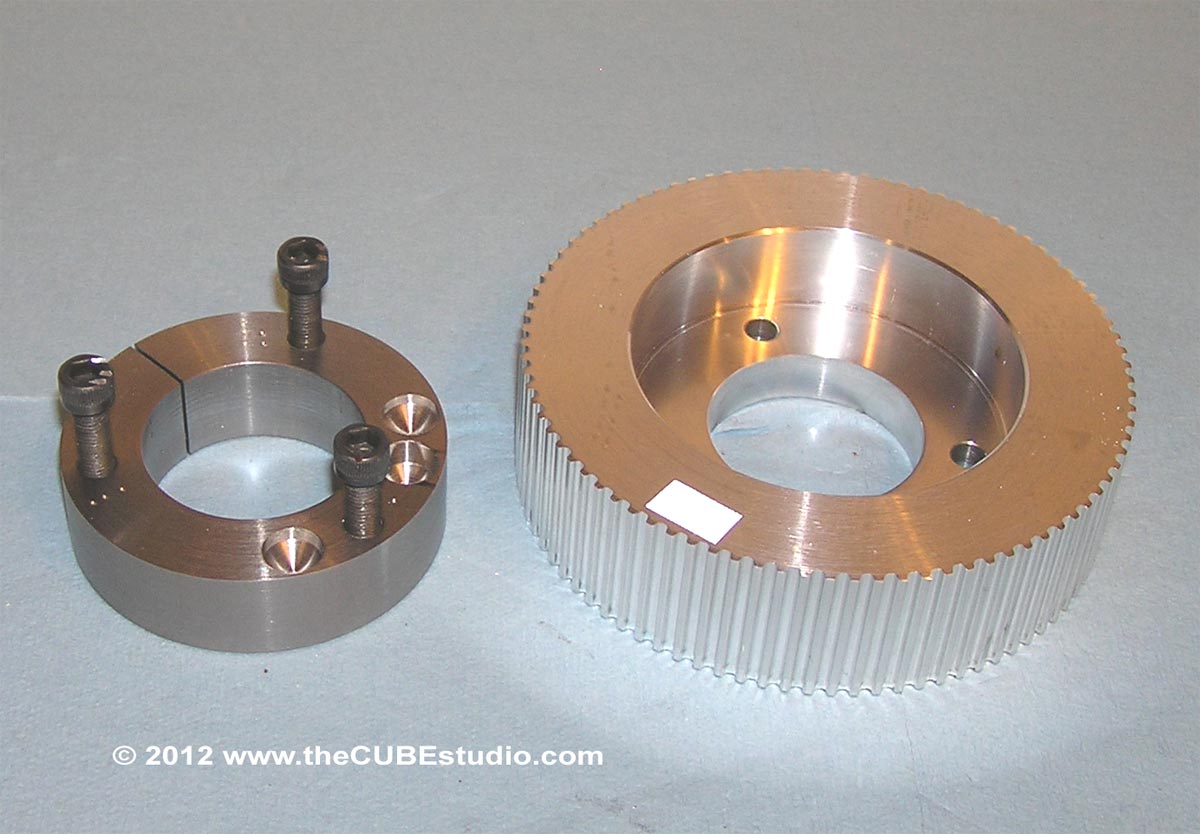
The previous 4th axis prototype had only slightly less torque than needed for the 1" drill thru. The previous 'Super Duty' had just under 6:1 reduction and the new 'Mega Duty' has 12:1, so I am not anticipating any problems at all with the drilling. I have taken down the mill column and boxed it in with 1/2" 1018 CR plate and welded it up. The column should no longer get twisted by the drilling force. The mods should allow the pre-hardened material to be drilled thru the entire 9" length from one side at 1" diameter. The material will be here tomorrow.
I had hoped top avoid the big hole by using a coil spring. This would require only a hole large enough for the rod, but when I went back to complete the spindle design, I found that this was not going to be possible for BT30 because of the small size of the adapters. I think it may be doable in the larger sizes, but I have not looked at that. I considered briefly moving to a larger size, but decided against that solution. Therefor I will be using the dreaded belleville spring stack for this first spindle due to the small adapter size. That is the situation, even though it does not sound particularly logical.
Two things became apparent while building the new D1-4 Cam loc spindle for the 'Mega Duty' 4th axis; 1) more power was needed to drive the 1" drill bit thru hard material and 2) the mill column would need to be reinforced and welded up to resist twisting during the drilling operation.
The previous 4th axis prototype had only slightly less torque than needed for the 1" drill thru. The previous 'Super Duty' had just under 6:1 reduction and the new 'Mega Duty' has 12:1, so I am not anticipating any problems at all with the drilling. I have taken down the mill column and boxed it in with 1/2" 1018 CR plate and welded it up. The column should no longer get twisted by the drilling force. The mods should allow the pre-hardened material to be drilled thru the entire 9" length from one side at 1" diameter. The material will be here tomorrow.
I had hoped top avoid the big hole by using a coil spring. This would require only a hole large enough for the rod, but when I went back to complete the spindle design, I found that this was not going to be possible for BT30 because of the small size of the adapters. I think it may be doable in the larger sizes, but I have not looked at that. I considered briefly moving to a larger size, but decided against that solution. Therefor I will be using the dreaded belleville spring stack for this first spindle due to the small adapter size. That is the situation, even though it does not sound particularly logical.