61
General Mach Discussion / Zero an axis from G-Code...
« on: July 23, 2010, 11:32:06 PM »
Guys I am a little stuck here..
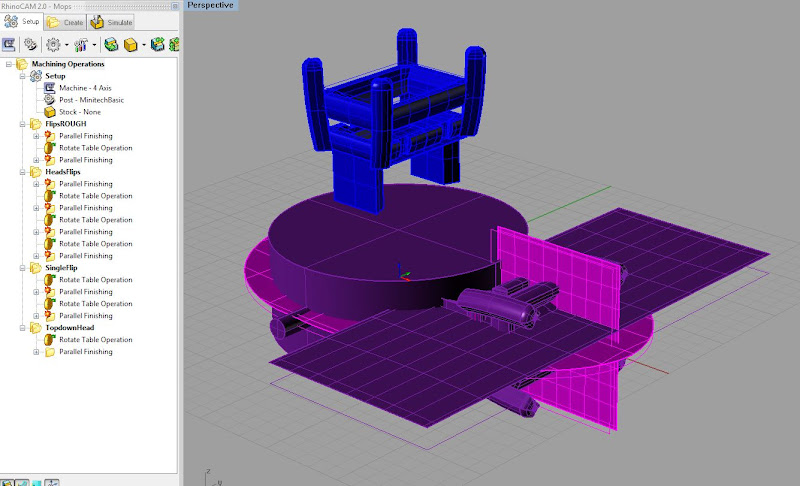
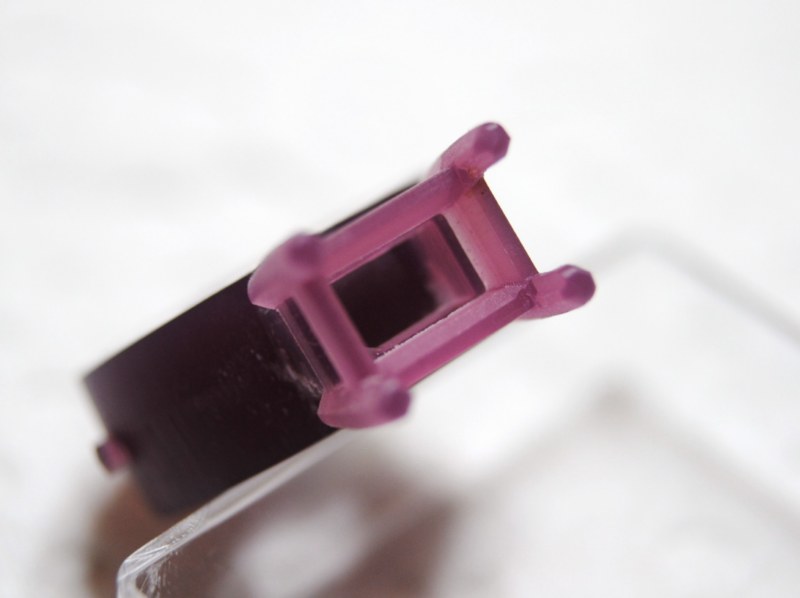
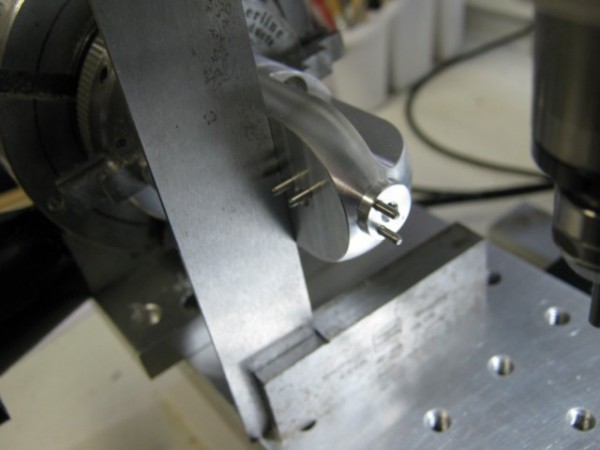
I am cutting a job with massive paths.. from two sides of a ring in my rotary unit, the ring being symmetrical.
SO this means when i go to 180 to cut the other side i have to
1: regenerate all paths to reflect he change in A from 0 to 180 (plus indexed offsets etc) (4 hours more pathing)
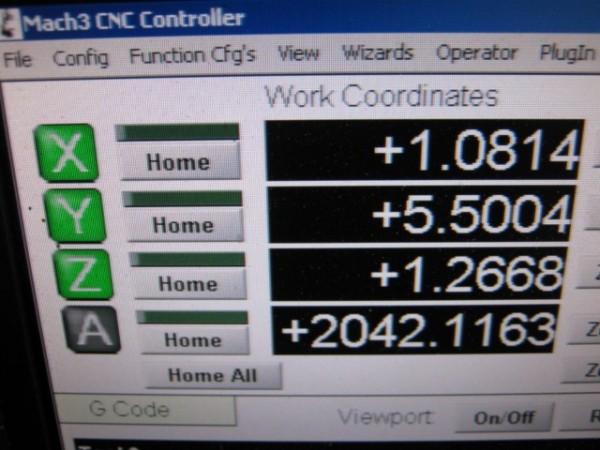
2: physically be there , manually roll A to 180, zero it out in mach then rerun the same paths
Now... it strikes me that i can automate this by rolling to 180 once my paths are done, then somehow from gcode or macro zero out the A axis so it is at 0 degrees in mach whilst its actually still at 180 on the mill, then just copy and paste my paths.
Clues???
Thanks :
I am cutting a job with massive paths.. from two sides of a ring in my rotary unit, the ring being symmetrical.
SO this means when i go to 180 to cut the other side i have to
1: regenerate all paths to reflect he change in A from 0 to 180 (plus indexed offsets etc) (4 hours more pathing)
2: physically be there , manually roll A to 180, zero it out in mach then rerun the same paths
Now... it strikes me that i can automate this by rolling to 180 once my paths are done, then somehow from gcode or macro zero out the A axis so it is at 0 degrees in mach whilst its actually still at 180 on the mill, then just copy and paste my paths.
Clues???
Thanks :